Recent advances in ultrafast laser technology have created significant improvements in materials processing outcomes. These advances are particularly beneficial for "difficult to machine" materials such as ceramics, glass, and some metals. Industries such as semiconductors, electronics, medical devices, solar photovoltaics, and batteries require high-quality and high-speed cutting and machining to meet manufacturing throughput, cost, and quality requirements.
As manufacturers aim to minimise energy consumption per component produced, process optimisation has become crucial to reducing wasted time and energy.
At Fluence, we have observed that production processes are sometimes implemented with unoptimised parameters. By focusing on key parameters such as pulse duration, energy, shape, spacing, and wavelength, changes to the process can lead to higher throughput and quality. In this article, we will explore examples of how process optimisation can enhance efficiency and quality.
Pulse duration: Unlocking higher material removal rates
Ultrashort pulses – in the order of picoseconds (ps) and femtoseconds (fs) – offer a significant advantage in material processing, as shorter pulses result in higher peak power for the same pulse energy, and a shorter interaction time with the material. This leads to "cold" processing, reducing heat input. Through application trials, it has been demonstrated that by reducing pulse duration while maintaining the same energy density (fluence), the removal rate of metals can be approximately doubled. Figure 1 depicts an example in steel, comparing 7ps pulses with 0.25ps (250fs) pulses, and similar results have been observed in titanium, with a slightly higher removal rate.
Figure. 1: Ablation rate in metals is roughly doubled by reducing pulse duration from 7ps to 0.25ps (250fs)
Achieving high-speed cutting with a smooth edge finish can be a challenging task when processing materials such as glass, silicon, or ceramics. However, close parameter matching to the specific material can improve the overall quality of the process. Figure 2 illustrates the impact of matching energy, spot size, and pulse duration to achieve a smoother result.
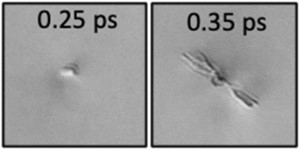
Figure 2: Results in glass processing show a 100fs shorter pulse duration (0.25ps versus 0.35ps) gives a higher quality result
While most commercial femtosecond laser sources have a pulse duration of 350 to 500fs, using 250 to 300fs can result in a dramatic improvement.
Pulse energy: A balancing act
Traditionally, users have been more accustomed to operating at lower repetition rates and higher pulse energy, given the familiar technology of established free-space lasers. However, having an excess of energy often leads users to waste it in their optical systems, which then forces them to operate at low repetition rates. In reality, to achieve optimum efficiency in terms of ablation rate, only a few tens of microjoules of energy at the sample are necessary.
For maximum throughput efficiency, it is preferable to have 100µJ of energy at 600kHz, as opposed to 1mJ at 60kHz. One of our customers in the consumer electronics industry was accustomed to using 1mJ of energy and had not considered the possibility of achieving the desired results with a lower energy level. As it turned out, due to the abundance of available energy, an optical beam shaping system was implemented with an efficiency of only 1%. If the optical system did not waste so much power in beam delivery, a higher repetition rate could be used to increase throughput by tenfold or more. By optimising the optical setup and process, not only can money be saved at the outset, but a lot of money can be saved in the long run by improving the overall efficiency of the system.
Pulse shape: Bessel beams & DOEs optimise energy delivery
Beam shaping is particularly useful when processing glass. An axicon lens can be used to create a Bessel beam by refracting the incoming laser light to produce a series of overlapping annular beams that interfere constructively in the forward direction, resulting in a narrow beam over a longer focal distance.
One major consequence to using Bessel beams is that the peak intensity of the beam changes significantly through the focus, which results in an inefficient use of pulse energy and thinner processing widths. To overcome this limitation, a modified Bessel beam can be generated by using diffractive optical elements (DOEs), such as those made by Holo/Or, with a flatter energy intensity along the optical axis. This has been shown in Figure 3.
Figure 3: DeepCleave from Holo/Or enables thick cutting by giving a tight focus (less than 2µm) over a large depth of focus (over 1mm) – compared to a conventional axicon-generated Bessel beam
This modified beam creates microcracks inside the glass, which are joined up in alignment with the cut direction. The successive laser-induced cracks are close to each other, and an optimised process results in a polished surface instead of the striations seen when using a larger spot diameter or longer pulse duration (e.g. picoseconds). The optimised cut edge can withstand bending of the glass, unlike the rough edge of an unoptimised cut, which is much more susceptible to cracking under bending stresses.
Other DOEs are used in surface structuring where the pulse shape may be spatially more “top hat”, enabling smooth delivery of the energy to the surface without the excessive damage of the central peak in a gaussian beam profile. In this application too, there are advantages in having a small spot with a lower pulse energy and a higher repetition rate than using more energy and a lower frequency.
Burst mode: Ramping up process speed and quality
Using bursts of pulses in a femtosecond laser allows for a more efficient delivery of laser power to the material being processed. While each individual pulse removes less material, using 3 to 5 pulses in a burst can still deliver a greater volume of material removal per burst than a single pulse. Additionally, this technique provides more control over the material processing, resulting in less heat input and a smoother processing outcome.
Figure 4: Improved ablation efficiency can be achieved using lower peak energy delivered in short bursts at intervals of 25 to 50ns
By implementing this method in glass processing, higher processing speeds and smoother edges have been achieved. The spacing of the pulses within the burst is also crucial, as spacing that is too narrow or too wide can lead to excessive energy input or more striations on the cut edge.
Wavelength: Size matters
When processing with CW lasers or longer pulses (nanosecond to millisecond duration), it is evident that wavelength affects the laser material interaction more directly and that some materials can be processed much better with shorter wavelengths. When moving to ultrashort laser pulses, there are other effects that come into play. A pulse of hundreds of femtoseconds will combine high peak power with short interaction times to process virtually all materials. The significance of wavelength is that a shorter wavelength (such as green or UV) can be focused to a smaller size. However, there are losses associated with the harmonic generation process, and when considering pure speed, IR wavelengths can be more effective. Where ultra-small features are required (e.g. exceptionally fine holes), then such quality can be achieved effectively using green wavelengths (especially when processing copper) or UV wavelengths (e.g. when processing polymers).
Conclusions
Investing in an ultrafast laser can pay dividends in throughput, either in ablation rate or in cutting speed, however there are pitfalls to be avoided in the application realm. Too much pulse energy is not always helpful and provided the higher frequencies (MHz) can be utilised, a lower pulse energy system can outperform a higher pulse energy as long as the fluence is sufficient to process the material. Bursts and beam shaping can radically improve performance and are essential in some applications to achieve the optimum results. To avoid wasting energy, and to achieve the optimum throughput in an application, it is wise to consult with an experienced expert. When it comes to ultrafast laser processing, knowledge is power.
Dariusz Świerad is Sales and Marketing Director at Fluence, a Polish ultrafast laser manufacturer