In recent years, interest in free-form micro-optical arrays (FMOAs) has grown considerably due to the benefits of their microscopic dimensions and the ability of FMOAs to overcome some of the limitations of rotationally symmetric optical components. However, while free-form micro-optics enable better performance and compactness of optical devices, the complex and segmented surface shapes bring many challenges in their design, fabrication and quality control. In this article we look at PHABULOμS’s innovative developments in CAD-based tools that are capable of analysing FMOA designs and detecting manufacturing constraints - thus reducing time-consuming and costly adjustments at a later stage.
Manufacturing limitations in original CAD files
The optimisation of optical designs based only on performance without considering manufacturability limits can be expensive or simply unfeasible. Free-form optical components, with non-isotropic tolerances, are unable to benefit from classical tolerancing practices and must therefore be designed in such a way that they are easy to manufacture using design approaches that automatically account for the fabrication tolerances and manufacturing limitations.
In 2020, conscious of the growing demand for FMOAs and the need to help mature and address these challenges in FMOA manufacturing processes, the EU established the PHABULOμS Pilot Line1 for the design and manufacture of FMOA solutions and their integration into high added value products in various markets, such as augmented & virtual reality, transportation & automotive lighting, and solid state and luxury lighting.
PHABULOμS’s software solutions
Feedback from PHABULOμS manufacturers indicates that local surface slope, height, and aspect ratio are some of the most important parameters to consider from a manufacturing perspective. Accordingly, the PHABULOμS project has developed the following CAD-based algorithms to facilitate the selection of the right manufacturing/origination method and accelerate the assessment process. In this way, the number of back-and-forth feedback loops between optical designers and manufacturers will dramatically decrease, thus saving a considerable amount of time and money and boosting the chances of success.
1. Max Sag and max Slope
The height and depth of a convex or concave lens surface is referred to as the sagitta, or simply Sag. As most manufacturing technologies are limited in the maximum Sag they can produce for a given micro-structure pitch (aperture), an accurate inspection of the Sag of every micro-structure in the FMLA design is necessary to assess its manufacturability. Although current CAD modelling software packages offer tools to measure the thickness of closed solids, these packages are unable to automatically provide accurate local Sag information. Therefore, currently, inspection must be done micro-structure by micro-structure using manual and time-consuming procedures.
The local surface slope is also an important characteristic needed by most manufacturers to assess manufacturability. Although software packages such as SolidWorks and Rhinoceros include tools that show the draft angles of a given solid and provide the slope angle values at the mouse location, until now, the user has been unable to edit the CAD solid FMLA model and correct the conflict areas.
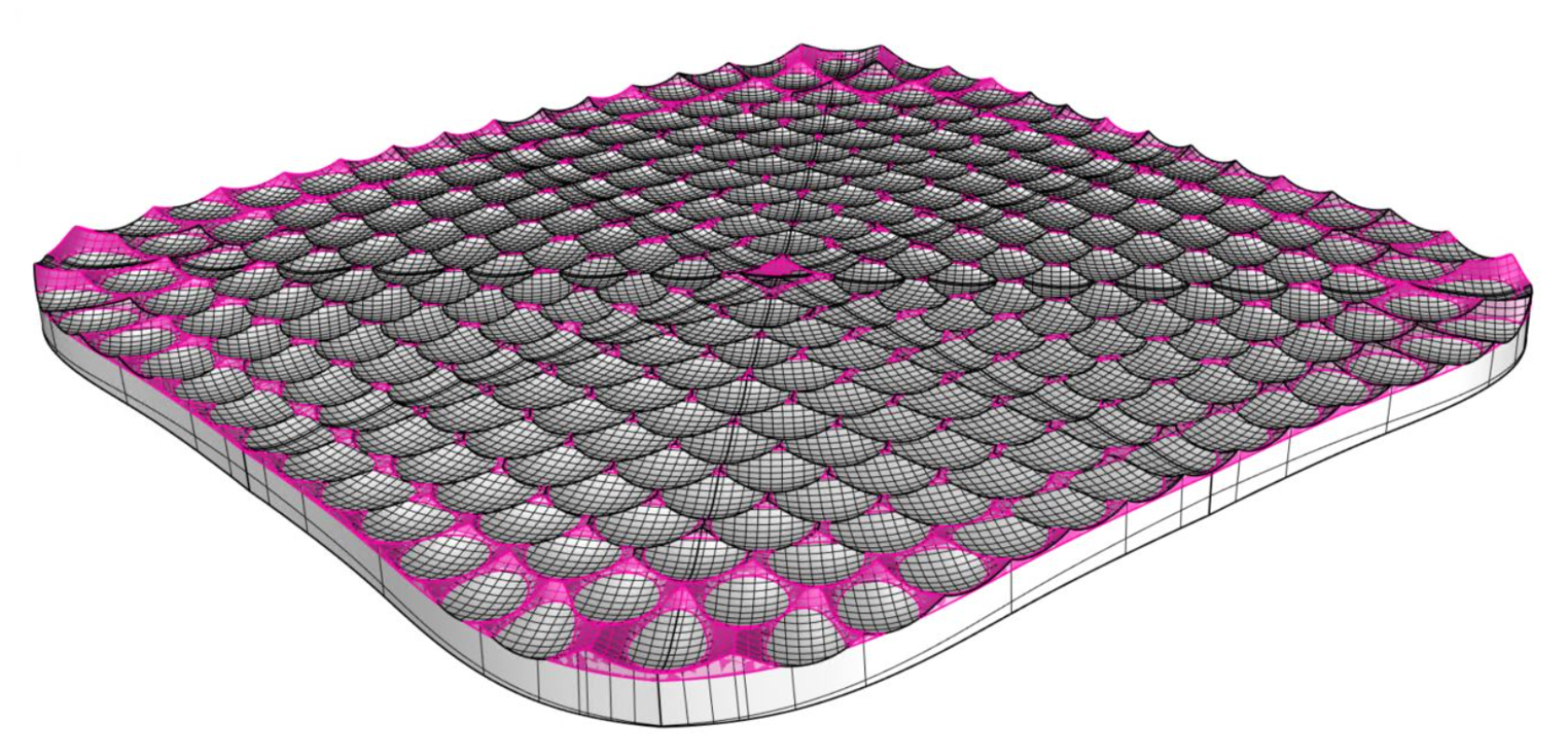
To address these issues, the PHABULOμS Pilot Line has developed novel Rhinoceros and Grasshopper scripts that analyse a given FMLA design and automatically extract the Sag and surface curvature profile over the complete surface and divide the surface into manufacturable and non-manufacturable parts. As illustrated in Figure 1, with this information, users can 1) find non-manufacturable areas, 2) present them to the designers and manufacturers in a graphical manner for an easy and quick identification, and 3) isolate them for in-depth analysis and modify them to comply with manufacturing limitations.
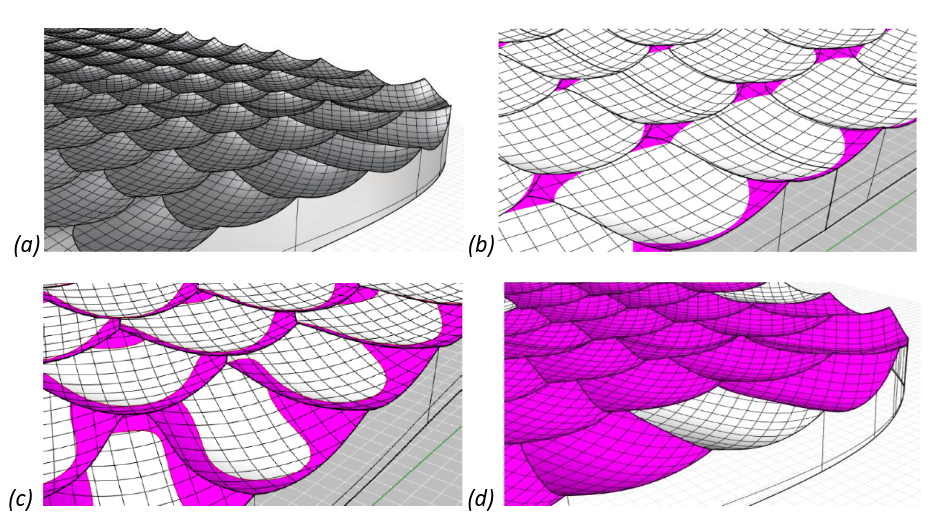
Figure 1. “Max Sag” and “Max slope” tools to help manufacturers and designers to efficiently assess FMLA designs manufacturability. (a) Example FMLA design © LIMBAK 4PI SL (b-d) CAD tool-based analysis against (b) height i.e., Sag, (c) slope, and (d) aspect ratio constraints
2. Minimum tool radius
For origination techniques based on cutting tools, specifically diamond turning, another Rhinoceros script, the ‘Minimal radius tool’, has been implemented. The diamond turning process cannot produce perfectly sharp edges, as it is limited by the diamond tool radius. The process requires a CAD file in which all connections between features have been filleted, as shown in Figure 2. The scripts extracts from the design the minimal tool radius needed to produce the designed features, and the appropriate diamond tool can be selected accordingly.
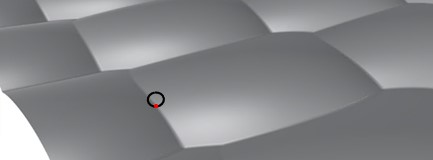
Figure 2. Minimum tool radius extracted over the whole FMLA. The contact point found, is shown in red, and the radius is visualised by the black circle
3. Solid ray-traceable models from raw data
CAD files generated from raw measurements data, such as point clouds or analytical expressions, can be used to perform ray tracing simulations e.g., to confirm whether the manufactured lenses are acceptable, or for comparing the original CAD design files to analyse the type of deviations in the manufactured parts. Although
commercial CAD modelling software packages have such tools, they have important limitations as every design has a different nature, implies a different challenge, and the accuracy of the resulting solid model depends on aspects such us the number of points, the density in certain areas and nature of raw data.
To tackle these problems, PHABULOμS has developed a “Point Cloud To NURBS” tool (PCTN) designed to take care of data healing before running the most accurate Rhinoceros functions to produce surfaces from point clouds. As Figure 3 shows, this tool has demonstrated accuracy in the connection between lenses and good results in the entire MLA surface.
Figure 3. (a) imperfect point cloud to surface conversion without point healing. (b) almost perfect point cloud to surface conversion after the point-cloud is healed.

Figure 3. (a) imperfect point cloud to surface conversion without point healing. (b) almost perfect point cloud to surface conversion after the point-cloud is healed
Conclusion
The PHABULOμS Pilot Line has developed several innovative CAD-based algorithms to enable manufacturers to detect the manufacturing constraints of FMOA designs at an early stage, accelerate manufacturing assessment and make any necessary corrections before proceeding with expensive manufacturing iterations.
Specifically, these tools can automatically extract the minimum required tool radius, extract the height (Sag) and local surface slope across the complete surface and highlight those areas beyond manufacturing limits. Additionally, they can be used to convert a CAD design into a ray traceable solid using NURBS, which allows a direct comparison of the performance of the actual micro-structure with the design along an entire replication process flow such as UV-casting2. Although some challenges inevitably remain, these developments will be crucial in enabling PHABULOμS achieve its goal of creating a successful European pilot line for testing, validating and upscaling the manufacture and implementation of freeform micro-optical components.
References
2. C. Gimkiewicz et al., “Wafer-scale replication and testing of micro-optical components for VCSELs,” presented at the Photonics Europe, Strasbourg, France, Sep. 2004, p. 13. doi: 10.1117/12.544793.
About the author
Ton Offermans received his PhD in Applied Physics from Eindhoven University of Technology in 2005. In 2007, after a post-doctoral stay at Materia Nova in Mons, Belgium, he joined CSEM SA in Muttenz/Basel, Switzerland, where he has since led activity on printed polymer photovoltaics. Since 2019, he has been responsible for the development of large area UV-imprinting technologies, and since September 2021, the Technical Coordinator of the PHABULOμS Pilot Line.