
In a world of heightened military tensions, the optics industry is working hard to protect people from attack by missiles, on the ground and in the air. This is just one of several new frontiers for laser-based applications that require specialised optical coatings for glass or crystal substrates. Such coatings impart the appropriate high quality optical properties such as anti-reflectivity and high-reflectivity, but must achieve sufficiently high laser-induced damage thresholds (LIDT). This indicates the intensity of light an optic can handle without damage to either the substrate or the coating. But the needs of new laser ranges far outstrip the LIDT capabilities readily available today.
Producing appropriate coatings is therefore a key challenge, explained Rona Belford, chief executive officer of Belford Research (BRL) Laser Damage, based in Dalkeith, UK. ‘The development of new lasers relies on threshold testing,’ Belford stated. ‘You can’t get more powerful lasers until you get better coatings, and you don’t know that you’ve got a better coating until you can test them accurately.’
Belford emphasised that industry, medical, defence, and other applications where companies are currently exploring pulsed lasers with novel wavelengths and pulse durations all currently need better coatings. Ever shorter, pico- and femtosecond pulses create higher pulse intensities, which induce electromagnetic field intensities that materials must withstand, whereas many high power pulsed lasers require optics to basically be heat resistant.
LIDTs have increased as high-power lasers continue to find applications in research, medicine and industry, noted Chris Cook, principle engineer, specialising in coatings, at Edmund Optics. ‘On the commercial side, industrial applications in laser cutting, welding and annealing have been pushing the need for higher fluence-resilient optics across the time domain and as such drive much of the economics,’ Cook said. Over the last five years, much of the coatings development has been driven by very high energy systems. These include the US National Ignition Facility in Livermore, California, and the Laser Mégajoule near Bordeaux, France.
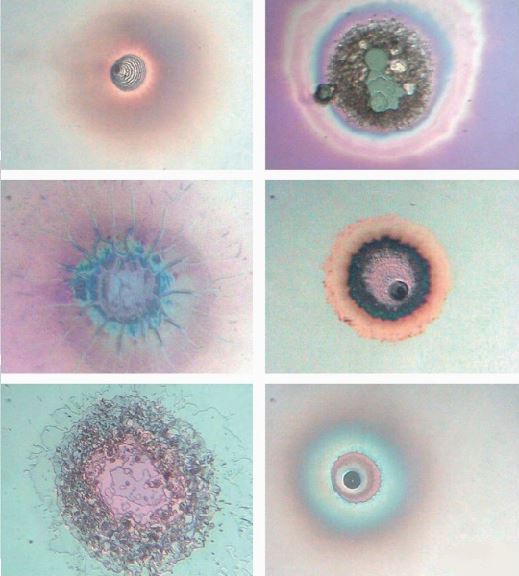
Laser-induced damage is a critical issue in modern optical systems. Credit: Gooch & Housego/ BRL Laser Damage
Such applications have two options when it comes to putting more power into their beams, explained Helmut Kessler, managing director of Manx Precision Optics, on the Isle of Man. ‘You either make the optics bigger, or you can improve the damage threshold of the coating,’ he said. In fact, very high energy systems like Laser Mégajoule need to do both, but other applications don’t have that luxury. ‘If you want a compact system, then obviously you want the optics as small as possible,’ Kessler continued. ‘Furthermore, if you make optics bigger, they become more expensive, and also mounting and handling them become more expensive.’
Increasing LIDT adds an extra dimension to the basic considerations that Mike Wilde, coatings manager at Gooch & Housego (G&H) in Ilminster, UK, must make when devising new products. To make robust optics, the surface to be coated must first be highly polished, and secondly carefully cleaned, he said: ‘Any surface defects or inclusions, or anything on the surface needs to be removed, anything that will cause a single-point failure on that surface.’ Thirdly, the coating parameters must be right. ‘If one of those three is missing, the coating won’t survive. It’s a bit like building a house on shifting ground,’ Wilde added. But with high laser powers ‘the coating’s got to work under duress – and that’s where the real challenge is’, he said.
In control
While dielectrics such as metal oxides, rather than metal coating materials, are best suited to providing high LIDTs, process control is most critical for delivering in this fourth dimension. At G&H, Wilde therefore undertakes a long process of making tiny changes to factors such rates of material deposition by ion-assisted bombardment, and bombardment energies. ‘When you’re vaporising that material, and then it is condensing on the surface of the lens, how that material grows is what makes it high laser damage,’ Wilde said. The most common growth modes create open crystal structures that air can enter, enabling degradation. ‘My job is to prevent it from growing like that and produce a very dense, resilient coating that is flexible enough to absorb the energy of the laser,’ the engineer added. He produces coatings and then passes them to a testing house like BRL Laser Damage to carry out LIDT assessments. There Belford ‘will basically try and destroy my coating and give me feedback’, Wilde said. ‘Then I’ll start making changes to the process parameters.’
‘The LIDT pretty much determines which coating materials you have to use,’ Kessler added. ‘That’s a closely guarded secret at every company – the refractive indices they get. You have it in your coating design software, and then a mirror is easy to design. It’s basically a stack of layers of two or three high and low index materials, with 20 or 30 layers, each between 160nm and 280nm thick, a quarter of the wavelength of the light used in the application.’
While metal oxide materials have remained the same for decades, the ability to control processes and design coatings has been key in increasing LIDTs, Kessler added. ‘There is far better software now available than there was 20 years ago,’ he said. ‘The development in total has really come more from the coating design, the deposition techniques and the process itself. Thirty years ago, the mainstay was electron beam evaporation; then, nowadays, the other common techniques are ion-assisted deposition, ion-beam sputtering (IBS) and magnetron sputtering. Electron-beam deposited coatings and IBS deposited coatings are the two best techniques if you want to maximise the laser power that the coating can withstand.’
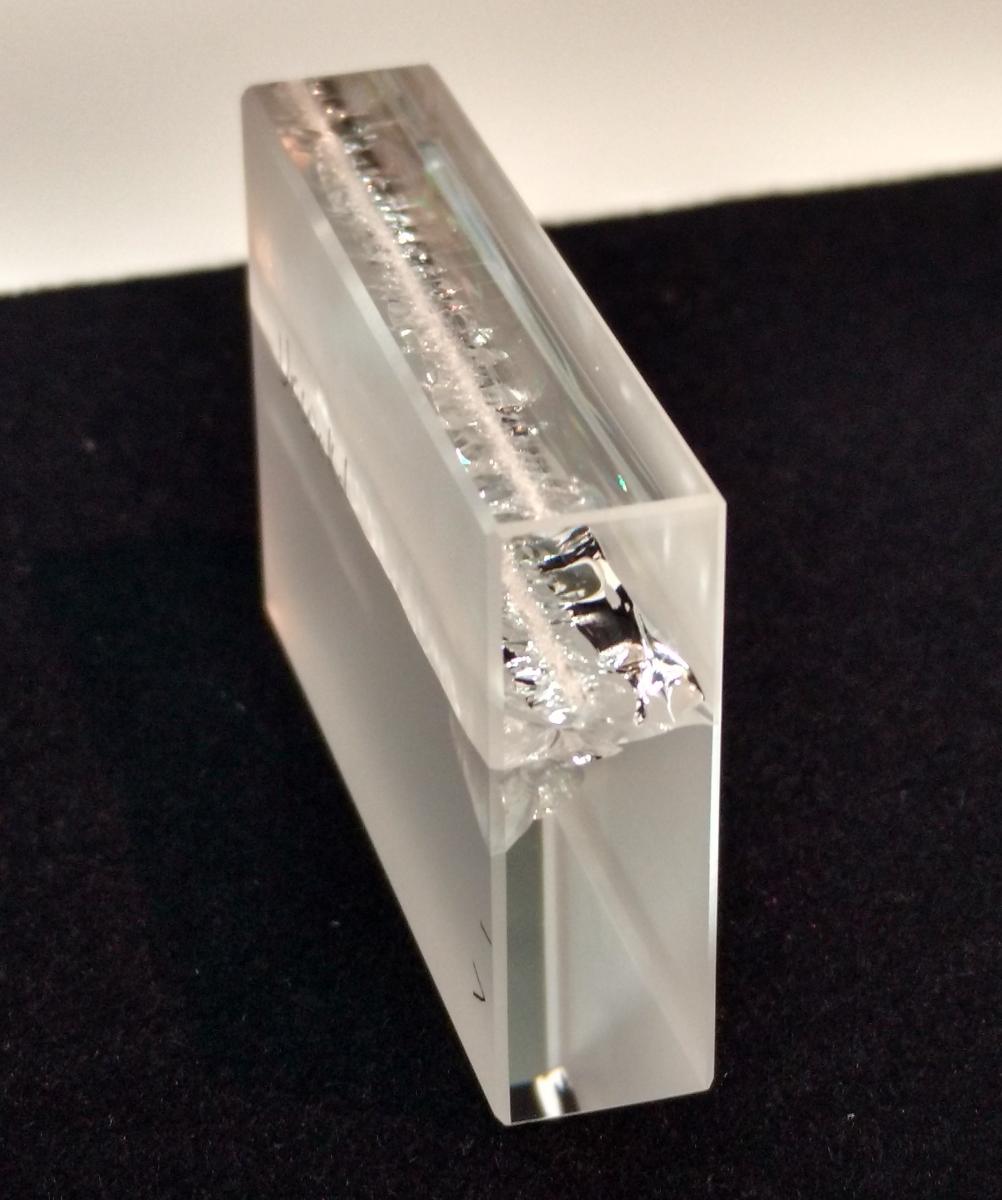
Laser-induced damage can run through through the whole length of the optical component. Credit: Gooch & Housego/ BRL Laser Damage
Yet that progress may falter because of fundamental limits imposed by the bandgap between levels in the coating materials’ electronic structures. ‘We are getting close to the natural limit for some lasers, where the damage threshold is linked to the bandgap in the relevant coating materials,’ Kessler said. ‘There’s a bit of trickery that you can do with the coating designs,’ he added, but he observed that ‘obviously the bandgap is something that we cannot change’.
Huddled and spitting
Other challenges emerge from how ‘the confluence of the variables involved in the solid-state formation of a thin film result in coatings that will have more or fewer defects,’ added Edmund Optics’ Cook. The science of these defects is not very well understood, meaning it’s hard to know how and when they will lead to catastrophic damage. ‘To make things even more challenging, damage inherently depends on roll-of-the-dice types of statistics, and there is no clear definition of what “damage” is,’ Cook said. Edmund Optics, headquartered in Barrington, New Jersey, is therefore working hard to ensure its own LIDT assessments – where it tests its coatings to destruction – take this into account.
Edmund Optics is also addressing reliability as customers scale to different laser beam sizes, for example in very high energy system facilities. ‘Currently, our coatings developments are focused only on long-pulse, nanosecond, quasi-continuous wave (CW); however, short-pulse femtosecond high LIDT coating development are on our roadmap,’ Cook said. ‘We are exploring several new materials, as well as delving into improvements of state-of-the-art materials through higher purity and advanced processes.’
G&H is also exploring new materials as it moves from the visible and near infrared into the ultraviolet to match novel laser wavelengths. Whereas ArF excimer lasers emit at 193nm, oxide dielectric materials ‘run out of steam at around 250nm’, Wilde said, as the materials’ electronic structure means they absorb light with shorter wavelengths than this. He has therefore trialled AlF and MgF coatings for use in this regime.
Meanwhile BRL Laser Damage, like Edmund Optics, is exploring how to make LIDT tests more meaningful in newer operational modes, for example in femtosecond lasers. ‘You go to any meeting and there are people huddled in a corner talking about femtosecond testing and spitting, because it’s so difficult to get two results the same,’ Belford said. ‘We’re therefore researching delivering repeatable testing.’
That’s especially important because most optics are made out of glass, which withstand optical power better than crystal materials. ‘How you make glass alters the electronics structure,’ Belford explained. Femtosecond pulses involve such high powers that they cause field effects that alter the relationship between ‘tail state’ energy levels in glass and those in the coatings. ‘It can cause them to break down due to electrical effects, rather than just optical effects,’ Belford said. ‘So, it’s very difficult to create a good coating.’
Beyond femtosecond pulses, another important research area is making lasers with 2-3µm wavelengths, for example for defence applications. ‘The unfortunate thing about 2-3µm, it’s also where you get OH absorption, which makes it difficult to create a laser,’ Belford explained. ‘That’s the reason why there are currently no lasers [at these wavelengths], and that’s why people are looking at making them. So the race is on to get optics that are good for these lasers.’ However, entering this wavelength range brings similar problems with reliable LITD testing as with femtosecond pulses. ‘You’ve got to keep your error low, and that means good instrumentation,’ Belford explained. ‘And at 2-3µm, it just doesn’t exist.’
Keep the noise down
That hasn’t deterred Crystalline Mirror Solutions (CMS), which develops optical coatings for near- and mid-infrared wavelengths, mainly from 1-5µm. The company was co-founded by Garrett Cole, CEO of the company’s Santa Barbara, California-headquartered US operations, exploiting his knowledge of semiconductor microfabrication and GaAs-based mirrors. Having direct bonded such mirrors to make tuneable VCSELs in academia, Cole now uses this unusual approach to make ultrastable optics.
Single-crystal multilayer mirrors have extremely low defect densities, and therefore low susceptibility to thermal noise, a key property for precision metrology systems. ‘As you cannot directly grow the crystalline structure on an arbitrary substrate, the clear path to realise this was via removal of the single-crystal multilayer from the original growth wafer, followed by direct bonding to the final optical substrate,’ Cole said. Advances in direct bonding elsewhere have helped CMS put coatings on curved surfaces and scale up ‘both in terms of lateral size and also manufacturability’, he added.
‘Our single-crystal multilayers could be used to create high reflectivity coatings, low or anti-reflection coatings, as well as various multi-band or filter structures,’ Cole explained. ‘We can bond to concave and convex surfaces, and on grating structures.’ CMS primarily makes highly reflective mirrors for ultrastable reference cavities for optical clocks and cavity ringdown mirrors for trace gas detection. Such single-crystal coatings’ performance now matches their IBS-derived counterparts, Cole asserted.
‘Over the last couple of years we have added a very prominent portfolio of industrial customers,’ Cole added. ‘Most are either in high-power lasers for machining and manufacturing, or for scientific laser systems. On the commercial side, interest lies in our coatings’ high thermal conductivity and low optical losses, and direct bonding process for solid-state laser systems. Other efforts have been in developing similar optics for defence applications.’ Components that use CMS’ larger-area coatings include coated windows with specific filter wavelengths for thermal imaging systems, and for directed energy systems. The company’s core customers and key collaborators also include national metrology laboratories, as well as various gravitational wave detection facilities, which are investigating CMS’ coatings for their future systems.
CMS is hoping to extend its capabilities to the 5-7µm range, but Cole stressed that GaAs has a narrow bandgap compared with dielectrics such as HfO2, meaning it is ‘not going to set any records for pulsed laser damage’.
‘Where our coatings perform best is under CW illumination, where thermal effects are the main limitation,’ he said. Here, combining extremely low absorption losses and high thermal conductivity, 30 times that for typical dielectric coatings, ‘brings some significant advantages’, he asserted.
While this technology is clearly beneficial for newer mid-infrared applications, its limited pulsed LIDT is indicative of how severe the challenges faced in optimising this parameter are. The difficulty is so great that companies guard their secrets closely, according to Belford. ‘A lot of work is not published because it’s hard-won information,’ she asserted. ‘People that are leading the field aren’t publishing what they’re doing.’
