
Fibre lasers are regarded by many as the laser source of choice for ablation, cutting, welding, marking, engraving, drilling, cleaning and additive manufacturing, across a wide range of industries.
This success can be attributed to their excellent beam quality, stable output, extended power range, high wall-plug efficiency and low maintenance requirements, all offered in a small footprint, with fast turn-key operation.
The technology has not always been the dominant player in laser materials processing, however, having come a long way over the past decade.
We approached fibre laser manufacturers to ask how the technology developed between 2010 to 2020, and what advancements the future may hold:
Michael Hepp, product line manager at nLight: In 2010, the market for kilowattclass industrial lasers was less than $1bn, with metal cutting being by far the largest application (80 per cent market share). CO2 lasers were the dominant technology, and most fibre lasers had 4kW or less power.
The growth in fibre lasers over the last 10 years has been driven by a number of factors: their performance, reliability, and cost-per-part advantages over other laser and non-laser technologies; their decreasing cost and increasing power level; their adoption in non-cutting applications, especially welding; and their enabling of new applications to emerge, such as additive manufacturing. Fibre lasers are now the dominant technology for laser-based industrial materials processing, and many tools employ lasers with a power of more than 10kW.

nLight’s latest programmable AFX-1000 laser is suited to metal additive manufacturing applications
The trends towards higher laser power will continue. At least as important, however, will be the significant increase in tool performance and versatility enabled by lasers with more useful and even tunable beam shapes and sizes. Such programmable lasers were introduced two years ago, and they immediately provided dramatic improvements in metal cutting and welding, the largest industrial applications.
Other existing and emerging applications will be improved by the ability to tailor the heat input to the workpiece, allowing realtime process optimisation and providing previously unattainable productivity and processing quality. In addition, market demands, such as electrification of the automotive industry, will demand even higher laser reliability, stability and uptime. Meeting these needs will allow laser-based tools to capture a growing portion of the nearly $100bn worldwide laser tool market.
Jarno Kangastupa, managing director of Coherent’s business unit in Tampere, Finland: In 2010 fibre lasers were firmly established for cutting thin materials, but CO2 lasers dominated thick material cutting. Fibre laser welding was yet to take off.
Since then fibre laser costs have dropped tremendously, as efficiency and output powers have increased significantly.
Innovations such as Coherent’s Adjustable Ring Mode (ARM) technology have extended fibre laser capabilities and broadened their adoption in many applications, like welding, usually at the expense of technologies such as CO2 lasers.

Coherent’s Adjustable Ring Mode fibre lasers feature two independently controllable, co-axial beams from a single fibre
ARM technology enables the use of fibre lasers for tasks that were formerly impossible for them, such as welding copper or dissimilar materials. And the demand for these processes will increase tremendously with the growth of e-mobility and energy storage applications.
We’ll also see new ARM products introduced which are more specialised in function. These will meet the demands of other tasks that are not currently well serviced by other laser types, or even non-laser technologies.
Andreas Siewert, European sales manager at IPG Laser: The extraordinary development of fibre lasers at IPG over the past 10 years has contributed to increasing their market share in the overall laser market. During this period, the R&D focus was less on improving the beam quality or increasing the laser power for ytterbium high-power CW fibre lasers, as today’s laser power was already available 10 years ago. Rather, the development focus was on increasing the wall-plug efficiency to more than 50 per cent for ytterbium fibre lasers.
The reduction and optimisation of the individual components was key to developing fibre lasers that are now much more compact and cost effective to produce. Ten years ago a 1kW IPG fibre laser was available in a 4U 19-inch rack. Today we supply 4kW lasers in the same housing. Therefore, the power-per-volume increased by a factor of four.

The average power of IPG’s nanosecond pulsed fibre lasers has increased from 200W to up to 3kW over the past decade.
This development will continue and will lead to more compact fibre lasers. IPG’s new YLR-U series incorporates the latest advances in industrial pump diode packaging, in combination with the high performance of its fibre design. The 2kW IPG fibre laser is now available in a 2U 19- inch rack. The company is currently working on scaling this laser class to higher powers. In the future 6kW average power will be available in a 4U 19-inch rack housing.
The average power for IPG nanosecond pulsed fibre lasers increased from 200W to 3kW in the decade. The current development will lead to 5kW and more, to increase market share in the laser cleaning market. Ultra short pulsed fibre lasers had an average power of a few watts in 2010. Now picosecond and femtosecond lasers, with average powers exceeding 100W, are commercially available. Such higher average and peak powers became available with the development of new fibre technology.
The development of fibre lasers with shorter wavelengths with today’s green or UV lasers have also reached power levels of several hundred watts.
Mark Greenwood, CEO of Trumpf Laser UK: In 2010 nanosecond pulsed fibre lasers were only in the tens of watts of output power, while CW laser sources had just reached kilowatt capability and represented a disruptive new-kid-on-theblock technology. Both have progressed in power capability by an order of magnitude, with nanosecond pulsed fibre lasers now in the hundreds of watts and CW in the tens of kilowatts, becoming the dominant technology for materials processing.
Although fibre lasers were by nature hugely efficient compared to other solid state and CO2 laser sources, some incremental efficiencies have been achieved here too.
The size of lasers has also reduced substantially over the period: a 400W CW laser of 2010 is now the same size as a 2kW laser. The cost of these lasers has also reduced dramatically, as the technology has matured and industry uptake has increased, with volumes going from hand-crafted low-volume production to lean, single-piece manufacturing lines.
This move to volume manufacturing has resulted in significant improvements in quality and reliability. With minimal maintenance requirements fibre lasers truly represent fit-and-forget technology.
Another key development has been the ability to change beam characteristics within the laser, which is providing some advantages in certain applications.
Fibre laser technology, although maturing nicely, is not yet out of steam and there is still plenty of scope for innovation. Further increases in power and functionality, combined with further miniaturisation and price erosion will come, helping fuel the next generation of applications.
Sponsored content: Hard gold coated mirrors for high power fibre laser applications

Industrial Ytterbium ~1 micron wavelength near infrared fibre lasers first emerged in the late 1990’s. At this time, they were less than 10W of optical power and standard coated BK7 could be used for both reflective and transmissive beam delivery optics. During the 1990’s fibre laser development moved at a very rapid rate with 100W and then 200W lasers becoming industrially available in the early 2000’s. At these power density levels, in some applications, BK7 became infeasible due to thermal effects. There are two main effects:
•Thermal lensing due to refractive index shift as well as uneven thermal expansion.
•Thermally induced coating wavelength shift giving reflectivity and absorption shifts.
High quality oxygen free fused silica with suitable dielectric coatings became the best choice for transmissive and reflective optics for these applications. Subsequently, fibre laser development has continued at an accelerating pace with up to 10kW TEM00 lasers now being offered. Similarly, the parallel technology of thin disk lasers is offering lasers with comparable power levels. These power levels present massive challenges to the design of beam processing and delivery systems, bringing in to question the survival and performance of coated fused silica optics.
A novel solution for reflective optics for high power near infrared lasers is the use of our hard gold coated copper mirrors. Hard gold coated nickel copper (NiCu) mirrors are the most widely used of all the Cu mirror types. They consist of a copper substrate, precision lapped to the required surface form, plated with a thin layer of nickel which is polished and hard gold coated. They have been industry standard in 10.6 micron CO2 laser applications for decades. They are also currently being used in multiple industrial applications with high power fibre lasers with great success. The features of hard gold coated copper mirrors include the following:
•Robustness of the hard gold coating has been demonstrated industrially at high laser power intensities for both CW and pulsed applications.
•The gold coating on copper is more resistant to runaway coating failure due to minor contamination or scratches compared to dielectric coating on fused silica. This is due to the high thermal conductivity of both the gold coating and the copper substrate reducing localised temperature change.
•The gold coating has slightly lower reflectivity compared to dielectric coatings but this is mitigated by the dramatically higher thermal conductivity of the copper compared to fused silica.
•A ratio of approximately 270:1! Consequently, thermal lensing due to inhomogeneous thermal expansion is essentially eliminated.
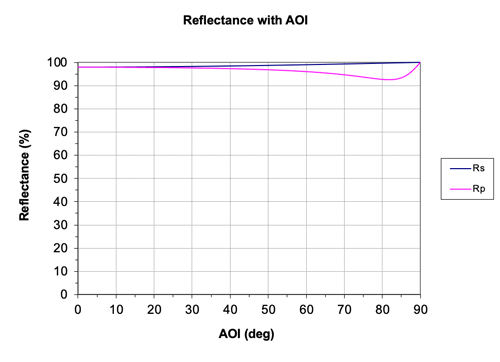
•The gold coating is largely insensitive to angle of incidence (AOI) and beam polarisation. Typically Rs and Rp of 97.9%R at 0∞ AOI and Rs of 98.5% and Rp 97.1% at 45∞ AOI at 1.07 microns wavelength. This feature extends to much greater AOI as shown in the plot.
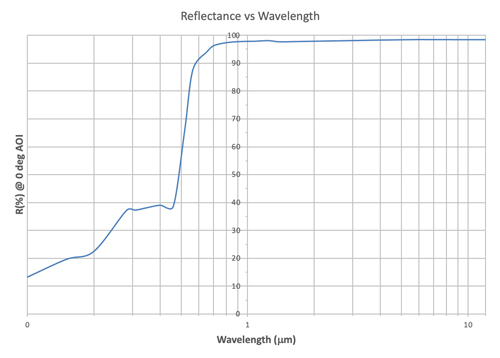
•Gold coatings are not limited to 1.07 micron wavelength, being useable at all wavelengths from 0.8 microns up to 10.6 microns and beyond. The feature of adequate reflectivity in the visible allows the use of coaxial visible pointing beams common with fibre lasers. (see below):
•Unlike vacuum deposited hard gold coatings, electroplated gold never peels, flakes or delaminates.
•Water cooling channels can be incorporated into the copper mirror with custom mirror shapes being possible also with integral mounting holes and faces. These features offer direct cooling of the mirror as well as simplified mounting. These features eliminate thermal mount shifting effects.
•The mirror surface can be planar or can be Single Point Diamond Turned (SPDT) to a spherical, parabolic, toric or one of many other geometries. The mirror can have many functions other than just beam bending.
•If necessary, the gold surface can be removed and replaced to refurbish a worn scratched mirror surface. This can be attractive for complex mirror geometries.
Consequently, hard gold coated NiCu reflective optics avoid the problems of thermal effects on the bulk material or coatings common with coated fused silica optics, as well as offering a host of other benefits and possibilities.
These mirrors are available from stock or to order for custom solutions from LBP Optics Ltd, tel: +441767600877, email: sales@lbpoptics.com
