Few people in the laser industry would have predicted the powers that fibre lasers are routinely sold at today. ‘If you went back 10-15 years and told me we would be selling 10kW fibre lasers as a standard industrial product, I would have thought you were crazy,’ said Kurt Weingarten, chief technology officer commercial lasers at Lumentum in Zurich, Switzerland, who added that he wouldn’t have been alone in his scepticism.
Even as fibre lasers became more established for metal cutting, welding and other processes, Milpitas, California-headquartered Lumentum’s customers asked: ‘Who would ever need anything more than 6kW?’ Yet now the company often supplies 9kW systems, and is considering launching products at 10kW or above. ‘It is really amazing,’ Weingarten said.
The observation reflects the continuing exponential increase in fibre laser output power that has been ongoing for more than two decades for systems with continuous wave operation. Such increases have been powered by the unique benefits of the fibre laser format, enabling achievements like IPG Photonics, based in Oxford, Massachusetts, shipping a 100kW system in 2012. And although the market for products with such extreme performance is limited, even mainstream metal processing systems are creeping upwards in power. Yet doing so brings challenges in the form of fundamental physical limitations that fibre laser producers must therefore overcome.

Lumentum’s Corelight fibre lasers are sold at powers up to 9.5kW
Fibre lasers’ benefits originate from their typical format in which GaAs-based laser diodes pump spans of doped glass fibre that can be tens of metres in length. These spans have reflective Bragg gratings at either end to form a resonant, high-power, laser cavity, and active ion dopants such as ytterbium or erbium. Light coupled into the fibre pumps the active ions, stimulating light emission at a longer wavelength. This light resonates between the two gratings, while being amplified with every pass through the cavity. Making one of the gratings partially transparent allows some light to pass out of the system, so that the beam can be delivered into its end use.
Tracing its origins back to internet technology pioneer JDS Uniphase, the resulting expertise Lumentum possesses in GaAs-based diode lasers transfers well into this format, Weingarten explained. ‘We’re one of the few companies that can make semiconductor pump lasers that get qualified for submarine telecom applications, where the reliability requirements are extreme,’ he stressed. That provides expertise in GaAs semiconductor epitaxial growth, processing, coating and packaging. ‘If you don’t package it with extreme consistency and reliability, then also the heat management would fail and it would have a shorter lifetime,’ Weingarten said.
Repurposing that core technology for fibre lasers means that the products Lumentum offers are ‘way up there in terms of the highest reliability pump diodes’, Weingarten continued. ‘Extreme reliability of pump lasers enables us to make better high-brightness fibre lasers for materials processing,’ Weingarten said. ‘The pump diodes should still last for many tens of thousands of hours without any failures.’ That reliability underpins ‘a very strong collaboration’ between Lumentum and Japanese firm Amada, which Weingarten calls ‘one of the largest sheet metal cutting system players’.
Gain in quality
A long gain medium fibre is beneficial, up to a point, as it amplifies the laser beam greatly over a single pass along its length. Light propagating as a single mode results in high beam quality, which is largely independent of the output power. Putting Bragg gratings directly inside the fibre also enables alignment-free laser systems, and large surface-to-volume ratio of the fibre helps with thermal management. But these benefits are offset by performance degradation, as powers and therefore intensities increase due to nonlinear effects such as stimulated Brillouin scattering (SBS) and stimulated Raman scattering (SRS).
Christian Vestergaard Poulsen, CTO at fibre supplier NKT Photonics, based in Copenhagen, believes ‘we are at the limit of how much power can be extracted from single fibres’. NKT pushes out that limit with robust double-clad, single mode gain fibres with large mode areas, which reduce the beam’s intensity by spreading it out, mitigating non-linear effects.
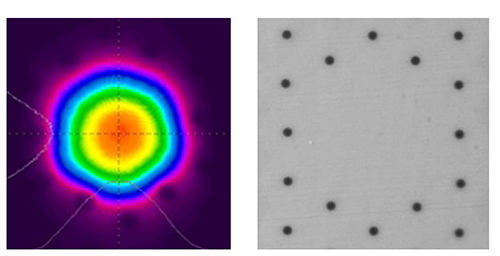
Using photonic crystals, NKT can tune gain fibre cladding’s refractive index, helping combat non-linear effects
Double-cladding has long enabled gain fibres to reach higher powers by surrounding an inner active fibre core with a lower refractive index material, such as a polymer or glass. The inner ‘pump core’ guides the main beam, while low-beam-quality light emitted by pump diodes to travel through the outer layer, coupling with the beam in the core when they pass through it.
Using photonic crystal technology, NKT Photonics can make that outer layer consist largely of air gaps. That allows it to tune the refractive index of the cladding, which has been essential to increase mode areas beyond previous limits. Its DC200/40-PZ-Yb fibre, consisting of a 40µm diameter ytterbium-doped core and 200µm diameter pump cladding is, therefore, one of its highest-selling products. Vestergaard Poulsen explained that it is ‘particularly suited for high power pulsed fibres’ as it helps control non-linearities at the high peak intensities and megawatt powers that pulses entail.
NKT Photonics can also combine different materials with the same refractive index and thus the same optical properties. The materials don’t stimulate each other through the Brillouin mechanism, Vestergaard Poulsen noted, although his company is still perfecting the fibres. Similarly, NKT is also developing delivery fibres to connect fibre laser systems to their application based on hollow core fibre technology. ‘The majority of the mode sees air not glass, which significantly reduces the non-linearities,’ he said.
The most common option today for breaking non-linearity limits is combining beams from different mid-power fibre laser modules, he added.
Today’s highest power fibre lasers bring together the output of multiple single mode fibre laser modules in another multimode fibre, producing a higher power but lower quality multimode beam.
Cutting edge
That approach is broadly how IPG Photonics produces its high-power fibre lasers, explained Bryce Samson, the company’s director of sales. ‘The biggest application for high power fibre lasers is material processing, cutting, welding and brazing, of metals like steel and aluminium,’ he highlighted. ‘For those material processing applications CW powers in the range of kW is the single biggest dollar revenue market. In many of those cases the output is a combination of many individual fibre lasers. A typical architecture would be that you make the individual laser cavity at typically around 1kW.’
Combining the beams using approaches like coherent or spectral combining can provide high beam quality, which is useful in defence applications, but otherwise too expensive. Such methods provide a small focus spot that is unnecessary in applications like welding, Samson said, which prefer spots of 200µm or above. ‘In materials processing you really can’t justify the cost and complexity,’ he observes. ‘There is no need to start with a perfect beam quality because you’re going to throw it away. It is much more important to have something that is robust, low cost and field-serviceable.’ Therefore the industry standard is a ‘tapered bundle’ component that simply fuses together all the input fibres and feeds them into the gain fibre, he added.

SPI Lasers’ pulsed fibre laser systems enable welding of dissimilar metals
While SPI Lasers in Southampton, UK, uses tapered bundles to produce high-power systems of up to 8kW, it exploits a proprietary pumping approach in its individual resonator modules. In the approach, called GTWave, SPI fabricates and coats two fibres – the gain fibre and pump fibre – side-by-side, said Mark Richmond, the company’s high power CW product manager. ‘We put the light from the laser diodes into the ends of the pump fibre,’ he explained. Over their length, which spans tens of metres, the light from the pump fibre couples into the cladding in the gain fibre. As that light crosses the core of the gain fibre, the main beam absorbs its energy. SPI uses this approach instead of double-clad fibres, Richmond said.
Like other fibre laser suppliers, SPI is seeing strong growth in high power lasers in major metal processing areas like cutting and welding. However, its mid-power single mode lasers have also seen strong adoption in additive manufacturing, the subset of 3D printing that fuses metal granules together, Richmond explained. Boosting the output that SPI can get from a single resonator module would help push the limits in all applications, he added, but would require further increasing pump diode brightness. And non-linearities also pose a stern challenge in trying to push beyond the current outputs of 2-3kW from individual modules, Richmond pointed out.
One thing that differentiates SPI from other fibre laser suppliers is that it offers lasers at the module levels for other companies to integrate into cutting tools, Richmond emphasised. His company is also introducing novel features to help ease of use and productivity, such as an integrated ‘pierce detect’ function in cutting lasers. ‘You have to spend some time while the beam is piercing through the material before you can start the actual cut,’ Richmond explained. ‘With no pierce detect, we’ve worked out that you’re losing 10-15 per cent in productivity. Pierce detect is often done with extra optics, but we have developed a way of using detectors inside the laser itself. The detectors that we’ve sited within the laser body, allows us to pick up enough information from back-reflected light to be able to provide the pierce-detect feature.’
Pulsing market
Meanwhile, with IPG Photonics being the first company to develop fibre laser technology, it has optimised product reliability enough to support with warranties, Samson highlighted. That first-mover advantage also means the company has the widest portfolio of fibre lasers on the marketplace, he added. Additionally, it brings a scale that combines well with the vertically integrated business model that IPG employs, which incorporates laser diode production. ‘We’re able to reduce the cost to customers and drive the cost down year-on-year as our volumes grow,’ Samson said. ‘We can then support them with a global sales and service organisation. We also have a range of complementary products that support the fibre lasers, such as welding and cutting heads.’
And the breadth of applications for such lasers is growing every year, Samson added. ‘One of the most exciting areas at the moment is in laser cleaning, surface ablation and paint removal,’ he said. ‘We’re getting a huge number of enquiries in that area. There are people starting up companies looking at hand-held laser cleaning systems.’ Samson is also excited because fibre lasers are starting to move into the mid-infrared region, with IPG offering products ranging from 2-5µm. ‘That is brand new laser technology at wavelengths that haven’t been accessed before,’ Samson said.
NKT Photonics’ Vestergaard Poulsen observes that aerospace and defence industries are building on how extensively automotive industry demand has normalised for kilowatt-class CW fibre lasers for metal processing. ‘If you go to the big car manufacturers, you see these lasers all over,’ he said. Pulsed fibre lasers are also enabling materials processing, with the field currently driven by internet of things, he remarked. ‘A lot of the devices are laser processed on a semiconductor level, and it’s also used for glass cutting,’ Vestergaard Poulsen added.

SPI Lasers’ fibre lasers cut the metals involved in producing this model dragon
Alongside high power CW lasers, demand for pulsed lasers is also driving SPI Lasers to expand its Southampton facility. Demand is growing in Asia and the US for the company’s 70-100W nanosecond pulsed lasers, which operate at high repetition rates and peak power in excess of 20kW. These systems are moving into applications beyond their previous uses in marking and engraving, Richmond pointed out. That’s because SPI has developed a nanosecond pulsed fibre laser welding technique that produces very clean welds up to millimetre thickness, including with dissimilar metals, which is otherwise difficult. ‘It’s come at a time where there’s a lot of interest in copper and aluminium welding for batteries,’ Richmond said. ‘We’ve now got a range of 200W lasers that we’re hopefully going to offer with higher throughput.’
In this way, power limits in sheet metal cutting, welding and surface treatments, which constitute 70-80 per cent of the fibre laser market, according to Weingarten, are continuing to rise. ‘People haven’t really found the limit in sheet metal cutting,’ he noted. ‘Our current generation is 3kW, 6kW and 9kW. People are working on powers in the 10kW range. We don’t really know where that’s going to end.’
