Researchers at the Lawrence Livermore National Laboratory (LLNL) in California have developed a method for reducing – or even eliminating – defects in metal parts built via laser powder bed fusion (LPBF).
The method, described in Science, could be implemented into any metal 3D printer, and could also apply to other beam-based welding or fusing technologies.
LPBF employs a laser beam to scan 2D patterns over a flat bed of microscopic metal powder to form melt tracks that fuse with the lower layers, repeating the process thousands of times to produce a 3D object.
The process of 'spatter' has been known to cause issues during LPBF. Spatter comprises powder particles being ejected from the laser’s path that can then land back on the parts, which can lead to pores or other defects forming.
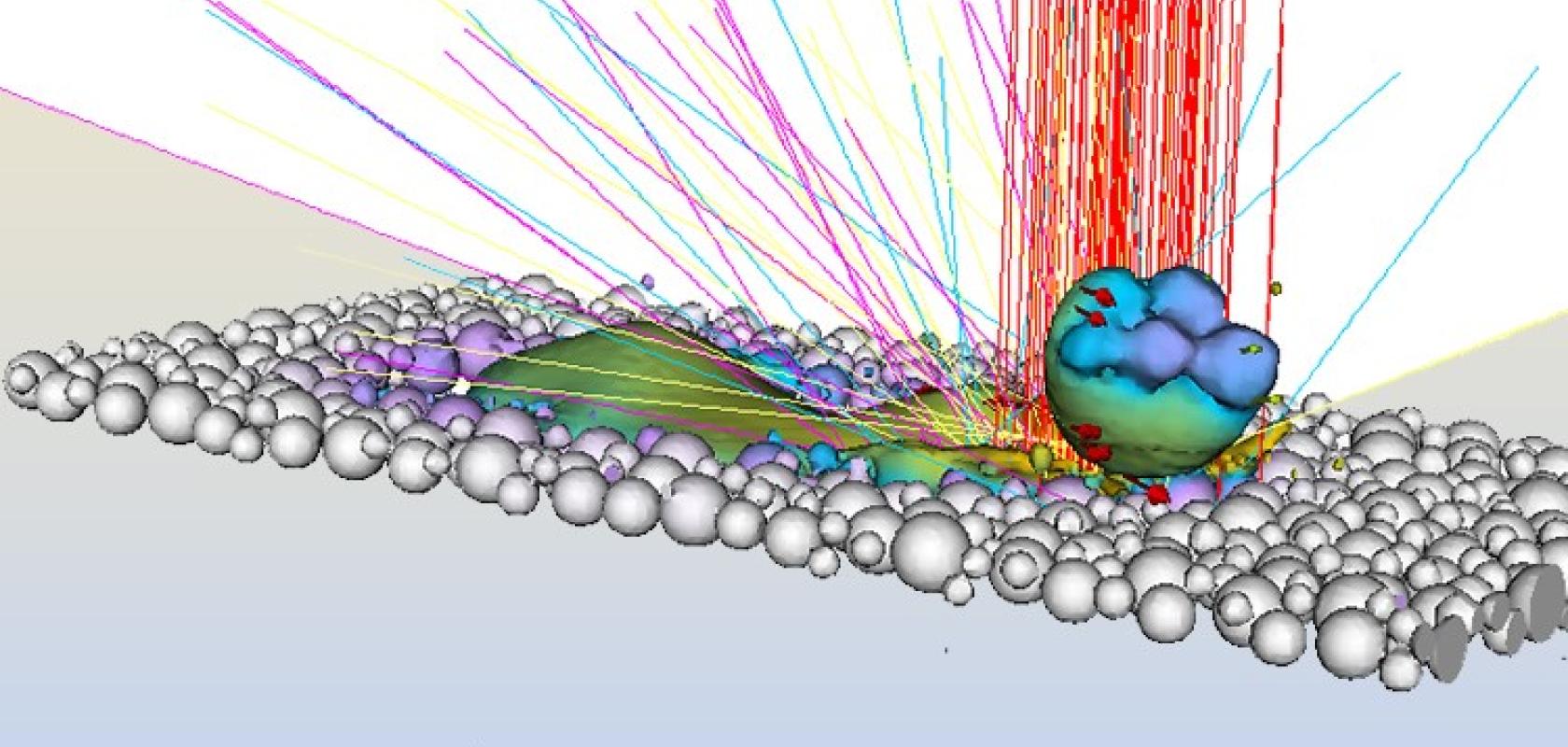
By using computer models to build a digital twin of the LBPF process, the researchers were able to run high-fidelity computer simulations and compare these with experimenetal data captured using ultra-high-speed x-ray imaging and optical imaging. In doing this they were able to study the LPBF process in detail and determine the impact that spatter can have on a build.
They discovered two phenomenon that result from spatter. The first, known as 'laser shadowing' consists of the laser being blocked or eclipsed by ejected melted metal powder. This creates a sudden decrease in the melt pool depth, which can create pores in the melt pool. The second discovered phenomenon, 'self-replication', involves the laser hitting a large spatter site (spatter sitting on the powder bed) and splitting it, causing additional spatter sites to disperse over the powder bed – creating a snowball effect.
The researchers found that high laser power is useful for expelling spatter that could potentially block the laser. However, if the laser power is ramped up too quickly, or is too high, it can respectively produce large back spatter and keyholes (a deep and narrow melt pool).
Using the simulations and experimental data the researchers were able to devise a power map – a scanning strategy that dynamically adjusts the laser’s power output along the laser track to find a 'sweet spot', which keeps the melt pool stable, expels spatter and prevents spatter from becoming too large.
The power map was proven to reduce or wholly eliminate the appearance of pores, keyholes and other below-the-surface phenomena that can result in defects. Additionally, the researchers discovered that pre-sintering the metal powder – running a multibeam laser over the powder at a low power to fuse the particles together prior to the build – can also help reduce spatter and minimise the snowballing effect.
'With our map, you can devise new scan strategies or adapt existing ones that maintain stability to prevent pores and defects,' confirmed Saad Khairallah, the Science paper’s lead author and an LLNL computational physicist. 'In the future, someone could take this simulation model and run it for any scan strategy and figure out the optimum power they need to use along the scan track. If you’re doing a spiral or complex geometry, where the heat doesn’t dissipate quickly, it will tell you how to adjust the power at these bottleneck regions.'
The developed scanning strategy could be implemented into any metal 3D printer, according to the researchers, who added that it could also apply to other beam-based welding or fusing technologies. With it they believe the overall reliability of additively manufactured parts could be improved, and that a wider adoption of additive manufacturing technologies will be enabled.
