
Professor Paul Shore led the team that micromachined the complex mirrors within James Webb’s mid-infrared instrument. He chats about the technical lessons they learnt and how they have translated to industry
What was your involvement with James Webb?
My research group at Cranfield, the Cranfield University Precision Engineering Centre, took a contract from UK ATC, the UK’s Astronomy Technology Centre.
We got the contract for making what’s called the Integral Field Unit [IFU] optics. They are probably some of the more complex mirrors but not the largest. There are many mirror components on the actual telescope – we made 12 components, but each of our components carries lots of little mirrors. More than half of the mirror surfaces in the telescope are in MIRI [James Webb’s mid-infrared instrument].
We manufactured the high complexity IFU image slicers and re-imager mirrors – 132 mirror surfaces – using an ultra-precision CNC machine tool designed and manufactured at Cranfield.
These IFU mirror arrays perform a specific light handling task that creates so-called ‘data cubes’, which enable astronomers to examine, for example, the atmospheres of Earth-like planets located nearby distant stars.
At the time [early 2000s] I was the professor that led the precision engineering activity. Now, I run a spin out company called Loxham Precision, which has Cranfield University as a shareholder.
Why do you think you got the contract?
The small mirrors, they’re not flat, they’re very specific parts of a sphere. So you can imagine taking a slice from a sphere and then moving it in three directions and placing 20 or so very precisely next to each other at defined places. At the time we made them, there were machines – five axis machines – but there weren’t any that would make these parts as precisely as needed with such sharp mirror edges.
The way we actually made them, given the complexities, is somewhat remarkable, because we made them using a two axes lathe [a machining tool that works by rotating a piece of metal around a stationary cutting tool]. It was a very ‘posh’ lathe that the UK’s Department for Trade and Industry (now BEIS) funded back in 1988. The machine is called the Nion Nanocentre ultra precision machine and it’s a key reason why we secured the contract. Though I’d like to think it is also to do with Cranfield delivery history into astronomy projects. We’ve made machines for lots of telescopes, from the ROSAT Space Telescope to measuring machines for the NASA Chandra Space Telescope.
We’ve also made grinding machines for the US KECK ground based telescopes. So we’ve got quite a good history. But the main reason we got them is because we were the only research group in the world that had a NION machine that would stay thermally and dimensionally stable over many, many hours. So we were able to move the specific components and reposition them within special tooling with very high levels of certainty. That allowed us to use a very simple process, which gives us very sharp edges to generate each spherical mirror surface.
There are two major designers from the UK ATC that I’d like to mention. One is an optical designer called David Lee, who was the designer of the MIRI integral field units we worked very closely with – and a project manager called Phil Parr-Burman, he orchestrated the cooperation of design for manufacture. This aspect was critical.
How did the contract work?
The ESA contracted into the James Webb Space Telescope to provide some of the instruments. So it was an ESA contribution to the James Webb Space Telescope. JSWT is a partnership of NASA, ESA and the Canadian Space Agency. The two European instruments, the near infrared instrument,and then the mid-infrared instrument, were delivered by different groups. MIRI, the mid-infrared instrument, was led by the UK ATC through Gillian Wright, who was the principal investigator.
The UK ATC then went out to a number of groups across Europe. They scan who they think might be able to make these mirror arrays. And then they give contracts for either a proof of principle or, in our case, a contract for making something called breadboards.
So you make what looks pretty much like the real thing in their mind, but it’s at a fairly early stage of design development. And you prove that you can make all the features on the components that are required. If they then select you as the potential supplier, you then get, as we got, a contract to make validation parts.
The validation parts are pretty much exactly what they need for the telescope. But they’re done ahead of providing the contract for the ‘flights’.
Our process was really quite simple – compared to other organisations that had much more complicated ways of doing it, it actually looked rather routine. But it was completely based on us being able to do the same thing over many hours to construct the mirror arrays.
So after you’ve done the validation parts, you get a contract for producing the actual ‘flight’ parts. And very often, and in this case, you also get a contract for also making a set of ‘flight spares’. And it comes with various terms and conditions about keeping the tooling for, say, 10 years, so that if there was ever a requirement to make them again, they could be made. I think we finished making the parts in 2008/2009. So it’s been 12 to 13 years since we made these – quite a long time ago. And the whole thing would have probably taken – from the proof of principle and the breadboards all the way through to the delivery of the flights – between four and five years.
What was the real innovative aspect of the mirrors?
There are a number of mirror surfaces stacked next to each other on the image slicer.
So if there’s any regions between each of these mirror surfaces, light will go somewhere else. That stray light, or deadband, massively reduces the performance of the IFU’s. The absolute critical thing was to cut all of these pieces of aluminium such that the edges were incredibly sharp and precisely positioned.
We made them with a two-axis lathe process, using razor-sharp diamonds to cut the so-called sidewalls – such that they were really very sharp – so that there wasn’t stray light coming off these very small mirror arrays.
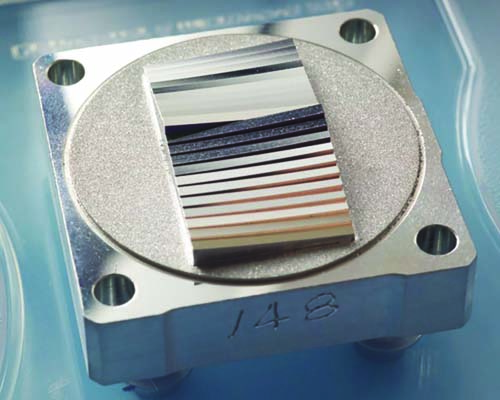
The JWST MIRI slicer, which was manufactured by Professor Paul Shore
You can imagine you’re collecting a lot of light from a great big telescope. And then you’re focusing down onto a tiny mirror. Some of the image slicers had 24 mirrors over 16 millimetres. So if there’s any deadband regions between those mirrors, it represents a fairly big percentage of the overall light that the big telescope is collecting.
The main innovation was that we proved we could make extremely sharp edged mirrors that could be positioned relative to each other in three degrees of freedom.
How many iterations did you have to make?
My guess is, towards the end, we were getting around a 60 per cent yield. So it got better. But at the beginning, we were probably making two wrong for every one we made right. We’d make the flight and the flight spare together, and we’d rotate them in big drums. And it could take as long as six or seven days to make a pair of slicers. And then we wouldn’t know if they were right until after we had put them into a measuring system that could then also take probably a day or two to prove that the optical features were in the right place and less than 10nm form accuracy.
So it took two or three weeks for every pair and, especially with making two wrong for every one right at the beginning, it could be two months of work to make one set. And then we had to do that 12 times.
What was the most challenging aspect to getting it right?
Our technique required some kinematic tooling methods that we span – they rotated in a big tooling drum. And we had to ensure that the repositioning of the components in these large rotating drums was good. And that required us to build a metrology frame, essentially master surfaces that we measured with respect to the optics located within the drum.
Within the image slicer, there’s a flat surface that’s also a mirror. So we would reference off that surface to check where it was positioned within a cylindrical reference frame every time we moved it, so we knew where it was. This also ensured the radius of curvature was tightly controlled. And any movement we’d made was a deliberate movement to move each of the mirror slices in and out and up and down.
Did you do both the manufacturing and the metrology in-house?
All of the manufacturing was done in-house; we used a high-quality German micromachining system to cut the parts so they were about 100 microns oversize. And then, in our Cranfield-designed and -developed machine, we removed 50 microns of material off each of the mirror regions to get them into the correct shape and position with nanometre roughness and super sharp edges. The metrology was performed using a very small interferometer, which was mounted into a high precision coordinate measuring machine.
Did any of the lessons that you learned from this project translate into real-world products?
Yes. Most of what we were doing at Cranfield after we’d moved it from a research phase ended up in spin-out companies. At Loxham Precision, the company I work for now, we build machines that can make these things much easier. Today, if we were asked to make these, we could probably make all of them within a couple of weeks, whereas it took a couple of years to do the ‘flights’ and ‘spares’ 12 years ago.
There’s also a company called Ultra-Precision Structured Surfaces (UPS2), based in North Wales, which makes mirror arrays drums for flexible displays. They – for sure – have got some tooling technology knowledge that we put into place to make the James Webb components.
Loxham Precision was founded in 2011. The company started having attention on producing grinding machines for large optics. Actually, it was making optics for large ground telescopes, where we’ve made a number of machines for making mirror segments, these are more like the main mirrors of James Webb – the big hexagonal mirrors. For ground-based telescopes, we got a contract for grinding prototypes for the European Extremely Large Telescope. Subsequently, that contract was won by a French company, but it moved Cranfield to a position where it was making machines for telescope optics and that’s how we formed.
Loxham Precision now owns the machines that made the James Webb parts. The key innovation probably wasn’t anything to do with the optics. The key innovation was the machine built at Cranfield where we could temperature-control to about 0.005K. So, we were able to control a significant machine over a two week duration where the movement of laser controlled axes were stable to an optical imaging system that checked the position of the near atomically sharp diamond tools. And because we have thermal control at 1mK resolution and 5 mK temperature control, it allowed us to make these things. So probably the biggest innovation from the Cranfield side was our ability to control the temperature in machinery. And obviously, controlling the temperature meant that you could control dimension using laser positioning for all the axes.
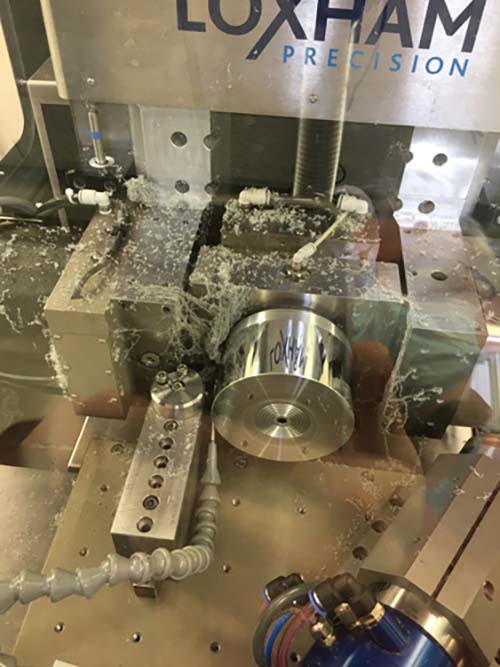
Diamond turning inside a Loxham machine (the technique used to make the James Webb parts)
How does temperature affect the component being made?
Pretty much all materials change size and shape with temperature changes, they have a property called the coefficient of linear thermal expansion. Aluminium changes about 20 micrometres on a metre for every degree Celsius. The positioning tolerances on these optics is much, much tighter than that. So we need to control temperature to ensure the shape and the position of these components is in the right place. And that the machines are all accurate dimensionally to a much better level than that. And, to achieve that, we have to temperature-control the machines very, very tightly. So temperature and dimension control are linked together.
The NION machine is about 10 metric tonnes. And it takes quite a few kilowatts of power in that particular machine to get it to all move around. So what we had to do is develop refrigeration systems that temperature-controlled the fluids on the machine. So that when the fluids have done whatever they’re going to do – there are generally oils that go through bearings that are temperature-controlling – they come out of the machine at exactly 20 degrees Celsius. For that we had to invent and develop different types of temperature sensors and develop dual loop cooling and heating control systems.
We had to chill the fluids to below 20 degrees Celsius and then we had to use little micro fluid heaters to warm the fluid just in front of where it enters into the machine so, when it came out, we could control that setpoint to a 1,000th of a degree Celsius (mK).
What made you get involved with engineering?
I like motorbikes and I fixed and fiddled with motorbikes and that got into engineering and later machine building. I moved to Cranfield to do a master’s degree in machine design. At that time, Cranfield was creating a machine called the Large Diamond Turning Machine (LDTM) for making ROSAT Space Telescope optics. What I realised was that the most demanding precision machine tools were needed for large astronomy programmes.
So I got into what we call ultra-precision engineering through the needs of astronomy programmes, but they’re not really different from the ultra-precision requirements of other critical light handling machines, like lithography systems for making microelectronic devices. So, if you think of making integrated circuits, the mechatronics and the optical systems are very similar to what we see in high-end astronomy systems. You have a large light collector that focuses some light to expose the features of the IC of a micro-electronics device. In many ways the precision mechatronics and optical technologies used within astronomy and microelectronics production have similar demands – though moving a little faster in the lithography systems.
Here’s another example of where there’s cross-fertilisation across astronomy and microelectronics production systems. As Moore’s law required us to make smaller and smaller feature sizes the wavelength of light within the lithography systems got shorter. A great deal of coating technology went into the making of x-ray optics for space telescopes. The ROSAT Space Telescope and the NASA Chandra Space Telescope developed clever techniques that would allow grazing incidence of short wavelength light to be focused onto its detectors – that knowledge of coating is now applied by people making mirrors for the short wavelength and ultra-high accuracy optics in microlithography systems.
So I guess my interest has been in the machines that allow us to make things that are interesting for astronomy but have other applications. I spent five years in Sweden making machine tools to produce very large wind turbine bearings – they have roots in astronomy machine tool technologies too!.
At Loxham Precision we make high precision machines that manufacture things like quantum and medical devices as well as electro optics like IR lenses. We have even made fuel ‘pellets’ for fusion energy programmes. Our machines are addressing future demands and growing sectors.
Is it rewarding to work on cutting-edge projects like James Webb?
I have to be honest and say that, probably for the past 10 years, I’ve been wondering whether the mid-infrared instrument optics would ever see the ‘light of day’. Especially when you look at the complexity of the James Webb Space Telescope, and that our optics were on the very last instrument to be brought online. The MIRI instrument even needed to be cooled down to six Kelvin, which is a very low temperature – it needs its own cryostat that has to work a million miles from Earth. There were hundreds of things that could have gone wrong with JWST before they ever got to switch on MIRI. JWST is truly inspirational as an engineering feat.
So there was a point when I thought, well, I might never see it work! This year I’ve had a few interviews on the radio and TV with people asking if I’m getting worried now because everything else is going so very well! And ‘what would you feel like if your instrument didn’t work?’ But from what I understand things are looking really promising.
We haven’t yet got to see much spectra coming out of MIRI. In fact, just now I don’t think anything’s been publicly released. But I’m reasonably confident that we’re going to see some really interesting images and spectra in the future.
Was the stress of making the JWST MIRI mirrors worth it – yes for sure, I’m very proud to be associated even with our small-sized contributions.
