
Thanks to the flexibility and freedom of design it offers, additive manufacturing (AM) has become a well-recognised technique in industry for optimising the material usage and structural integrity of parts in ways that cannot be achieved using conventional methods.
While the technique has gained a reputation as a tool for rapid prototyping, custom part production and the manufacturing of small product batches, the technology is now making significant progress towards becoming a tool for series production, experts at the AKL reported.
Although initial results have been promising – with BMW even demonstrating in Aachen that it has successfully incorporated an additively manufactured part into a series-production vehicle for the first time – it was made clear at the conference that a number of challenges still stand in the way of AM becoming a fully established series production tool.
Additive for series
The car part shown by BMW was an aluminium bracket incorporated into the convertible top of its i8 Roadster, a series-production vehicle that was on display at the conference. Maximilian Meixlsperger, head of AM metal at BMW, explained that the bracket can be manufactured in batches of 627 using selective laser melting, and is designed to achieve maximum stiffness while using the least amount of material possible. Thanks to the freedom in design and optimisation opportunities offered by AM, the bracket is able to demonstrate 10 times more stiffness at 44 per cent less weight, compared to a previously tested part that had been manufactured using injection moulding. Furthermore, according to Meixlsperger, the aluminium SLM process used to produce the bracket also proves more cost-efficient than an alternative magnesium die casting process when making the bracket in quantities of up to 60,000.

BMW has invested €10 million in a new 6,000m2 German AM campus scheduled to open in early 2019
In addition to the bracket, BMW plans to additively manufacture a number of other components in the future for its cars. However, in order to implement this effectively in series production a number of factors must first be addressed.
‘We have massive demands in faster AM machines,’ said Meixlsperger. ‘The productivity of AM machines, especially the ratio against investment, needs to be optimised by a factor of 10 to 100. This will reduce the cost-per-part by a factor of 5 to 10.
‘We also need automated digital and hardware workflows,’ he continued. ‘These machines need to achieve 24/7 automated production; we just have to make sure they have the materials that they need to operate.’
BMW has a desire for reliable, failsafe AM machines that are dedicated to automotive production and have proven capability, in addition to open and standardised software/hardware interfaces. Meixlsperger also said that the surface quality of additively manufactured parts would have to be improved before they can be produced in series.
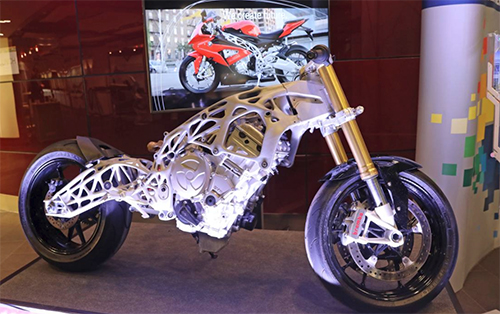
A 3D printed bike frame by BMW showing how additive manufacturing can be used to save material while maintaining structural integrity
BMW has also identified issues in the current powder offerings available from suppliers: ‘We need material that’s more reproducible and a lot cheaper than what we see today,’ Meixlsperger said. ‘The cost of one kilogram of powder is currently 10 times more than the cast part in the car, so we need a lot of optimisation there in order to produce larger business cases.’ Powder also needs to be certified to quality standards and the handling of the material needs to be improved, Meixlsperger added.
‘I see a bright future for AM in our industry, but it will take time until the machines are there that [are at the price point] we need to really go into large scale production,’ concluded Meixlsperger. ‘There is a lot more to do than just AM machine optimisation, however. From our perspective we have to train our developers, optimise the part and process chain, and standardise the whole production process within the automotive chain.’
BMW recently invested €10 million in a new 6,000m2 German AM campus scheduled to open in early 2019, which will act as an interdisciplinary training and project area for development engineers. In addition, the facility will focus on parts manufacturing for prototype construction and customised solutions, as well as the evaluation of new and existing technologies in both plastics and metals printing and developing them to series maturity.
BMW’s usage of AM is an example of how, over the last 10 years, the technology has been used more and more as a manufacturing tool, rather than just in the prototyping stage. This point was made at AKL by Stéphane Abed, director of additive firm Poly-Shape, who showed figures demonstrating an increase in the percentage of the AM market dedicated to final part production, growing from 19.9 per cent in 2008 to 32.4 per cent in 2017.
Further figures presented by Abed revealed an almost 80 per cent increase in the number of metal AM systems sold in 2017 compared to 2016, from 983 systems to 1,768. The same study – by Wohlers Associates – found that 135 companies produced and sold industrial AM systems costing more than $5,000 in 2017, an increase from 97 companies in 2016.
Larger parts, larger problems
Despite these positive statistics, a number of issues – in addition to those identified by BMW – still exist in AM today that could hinder its widespread adoption as a tool for final part and series production, particularly when building larger structures, according to Abed.
‘The construction of large parts via AM is a real challenge today as the machines we are using – which are currently the largest commercial machines you can find on the market – demonstrate a general inefficiency in their capacity to use large volumes of data,’ he said, pointing out that certain builds comprise tens of gigabytes of data once the design and tool path have been determined. ‘In some extreme cases, the impact can be a loading time exceeding 24 hours and/or a waiting time of more than 30 minutes between layers in production.’

BMW’s i8 Roadster contains an additively manufactured bracket that is both stiffer and lighter than similar conventionally manufactured components
These inefficiencies do not come from a lack of sufficient computing power, Abed pointed out, with sometimes only a third of a computer’s memory capacity being required for a build, but rather from the software piloting the machines. The impact of this, according to Abed, is that despite the large build volume being offered by the latest AM machines – 1.1 x 1.1 x 0.3m in the case of a machine unveiled by GE Additive and Concept Laser at last year’s Formnext – the desired large parts cannot be produced due to limitations in the available software. ‘We are [therefore] working hand in hand with software developers [to address this],’ said Abed.
Manufacturers are also facing issues with the residual stress generated by additive manufacturing, which can induce distortions and dimensional non-conformities in parts. These stresses increase with the size and melted volume of the parts produced, according to Abed, meaning the risk of distortion is higher in large components and that particular care must be taken when designing them.
‘One company that we are working with has demonstrated that it is possible to simulate the stress or deformations on parts, and we can now use that software to reveal problems before we print,’ Abed said. ‘Simulation can help identify the local stress concentrations in a part and inform us how to optimise the design of support structures.’ Poly-shape has therefore incorporated simulation into its workflow, as a pre-print strategy, in order to anticipate and avoid these problems.
A further problem identified by Poly-shape in additively manufacturing large parts is the amount of time it takes to remove powder from both the part and the machine post-build.
‘It’s very difficult and takes a long time to ensure that all of the powder has been removed, especially when you have a part that features lots of millimetre-scale channels,’ Abed explained. ‘We don’t have any solutions to check inside the parts, so today it’s a big challenge and a real problem in production.’ Removal of the powder is important because any residual particles could be sintered later on during surface finishing, which could lead to the part having to be scrapped entirely.

BMW’s i8 Roadster is the first series-production vehicle to contain an additively manufactured part
In order for parts produced by additive manufacturing to be accepted in highly regulated sectors such as medical and aerospace, they must first satisfy the same quality standards as current manufacturing solutions, and therefore need to undergo the same rigorous and consistent quality control. However, the challenge with this, according to Abed, is that there aren’t any industrialised solutions currently available for the inspection of large parts, which can be a very complex and expensive process. While methods such as tomography and x-ray have proven effective at inspecting the integrity of the material – such as the amount of porosity or the size of defects – the equipment is often too bulky and cannot fit inside the geometries of parts, which creates problems when trying to make the process industrial.
‘Additive manufacturing is capable of creating high-quality parts, but [the technique] can be considered as not mature to the point of guaranteeing quality over a prolonged production run,’ Abed remarked. ‘The introduction of process monitoring and control will certainly participate to solve this point.’
While AM is making significant progress toward becoming a mainstream option for series production, the technology still suffers – not from a lack of capability, according to Abed, but rather a lack of consistency and background: ‘We need to work hand in hand with powder suppliers, software suppliers and machine providers, because we still face some difficulties – and to arrive at production-level rapidly we will have to work together to solve these problems.’
The increase in metal AM machine producers emerging and the number of machines being sold should reduce the cost of AM significantly in the future, Abed concluded – which, with the increasing capability and competitiveness of AM, will enable the technology to penetrate an increasing number of markets.
