The push for higher power continues in laser processing, but over the past few years laser manufacturers have been developing lasers capable of making the most of that power without the need for complex external optical systems.
Coherent, NLight, Trumpf, SPI Lasers, IPG, and others have all released lasers with variable beam quality – the shape of the output beam can be adjusted – which has been shown to provide better cutting results across different materials and thicknesses, in addition to improved welding capabilities.
The EWI engineering consultancy in the USA is exploring the welding performance of two of these adjustable mode lasers, Trumpf’s BrightLine laser and NLight’s Corona laser. The study is not a direct comparison to find out which is the better laser, but rather it will give baseline laser welding behaviour for these mixed-mode laser beams. The BrightLine laser will be used to test welding at higher power, 3kW to 6kW, while the Corona laser will work between 1kW and 3kW. The performance of the lasers is being tested for bead-on-plate welding of 304 stainless steel, HSLA steel, 3003 aluminium, and copper.
Stan Ream, EWI fellow, presented the initial findings pf the study at the Laser Institute’s (LIA’s) International Congress on Applications of Lasers and Electro Optics (ICALEO) in October. Speaking to Laser Systems Europe, Ream said that these lasers with beam shaping capabilities offer promise for reducing porosity in laser welds, reducing spatter, giving higher travel speeds and smoother bead surfaces. ‘We observed many of the promised benefits in our study, but we also discovered that selecting the exact mode shape and power distribution for a specific response on a specific material was not a simple matter,’ he added.
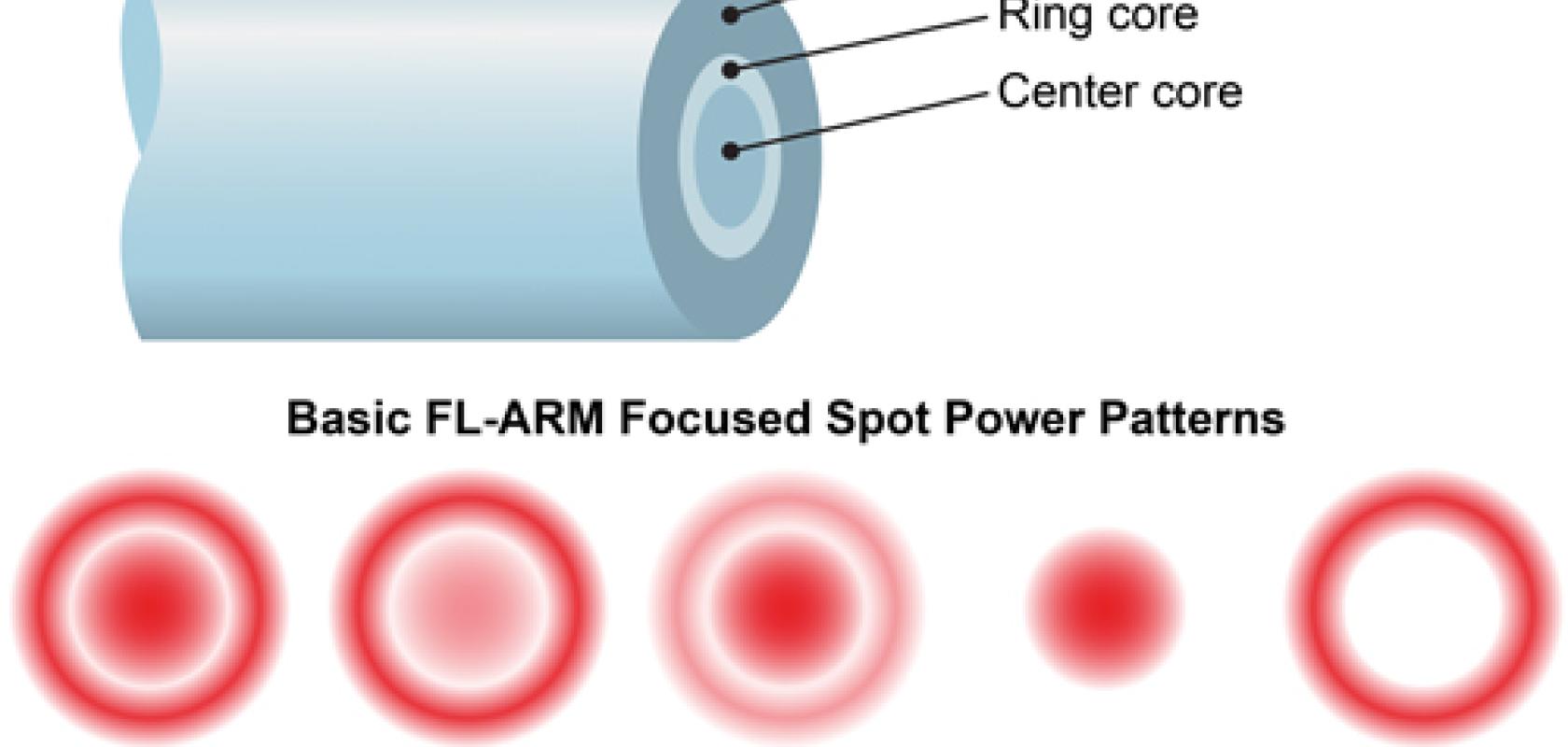
NLight’s Corona fibre laser can tune the spot size of the beam between 100µm and 300µm with a transition time of 30ms. It can also vary the shape of the beam to include a flat-top profile, where the laser energy is spread out equally across the spot, and a doughnut profile, which concentrates the energy around the circumference of the beam. The beam is tuned within the delivery fibre by partitioning the laser power between a 100µm central core and two surrounding annular guiding regions with diameters of 200µm and 300µm. The ability to switch quickly between different beam characteristics without turning the laser off means that, not only different thicknesses and materials can be cut more efficiently or to a high quality, but also the process can be optimised for the piercing sequence versus cutting or during straight cutting versus cornering. Welding will also benefit, as demonstrated by the work at EWI.
Trumpf’s BrightLine laser uses a similar technique to tune the beam, in that the distribution of the laser power can be altered between an inner and outer core. In an article in the Summer issue of Laser Systems Europe, it was explained how the laser technology can improve copper welding by reducing spatter and bubbles in the weld. The BrightLine Weld laser is able to form a tiny spot, which melts the copper, while a larger spot keeps the weld keyhole open at the surface. Trumpf has shown that copper contacts in e-mobility applications can be welded with the system at a feed rate of 10m/min, using 5.5kW of laser power, with a weld depth of 1.7mm and each weld completed in 200ms. The seams are free from pores and contain minimal spatter.
Materials such as aluminium alloys, copper and high-strength galvanised steels are used to a much greater extent in modern cars and electric vehicles. These materials, however, absorb less 1µm-wavelength light than steel – fibre and other solid-state lasers emit light with a 1µm wavelength – which means a standard fibre laser creates inconsistent welding results, according to Frank Gäbler, director of product marketing at Coherent. ‘Industry users have to solve challenges, particularly controlling spatter, pores and cracks during or after welding,’ he said.
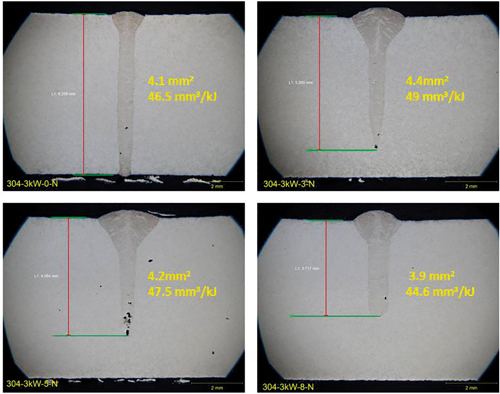
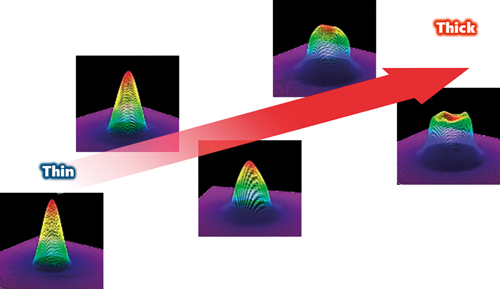
Metallographic cross sections of laser welds in stainless steel using different laser power distribution at the focal point, as recorded in EWI’s welding study. The mode shapes were changed with varying powers in the core vs ring mode, specifically: 100%-0% or flat-top mode (top left); 75%-25% (top right); 50%-50% (bottom left); and 25%-75% (bottom right). (Image: EWI)
Coherent’s HighLight FL-Arm fibre laser includes what the company calls Adjustable Ring Mode technology, where the power in the centre and a surrounding ring can be adjusted independently over a range from 1 per cent to 100 per cent of the nominal maximum output. HighLight FL-Arm systems are available with output powers ranging from 2.5kW to 10kW. The centre and ring beams can also be modulated at repetition rates of up to 5kHz.
Gäbler gave the example of overlap welding zinc-coated (galvanised) steel with zero gap, which, in the past, was difficult using a laser. Zinc-coated steel overlap welding commonly requires a gap between the welded parts to release the pressure from boiling zinc vapour. Without the gap the zinc evaporates before the sheet metal melts and the vapour pressure causes spatter and blow holes in the weld seam.
‘Currently, end-users need to ensure the gap between the materials by dimpling, spacers or by some other very expensive laser and seam tracking technologies,’ said Gäbler .
He continued that Coherent has been able to solve these issues with several material combinations with the HighLight FL-Arm. ‘The process to weld zinc-coated steel with overlap has just been granted its first patent,’ he said. ‘End-users can clamp their parts in contact so that there is no gap. The combination of the centre and ring beam provides welding conditions where the pressure can be controlled and released before extensive spattering starts.'
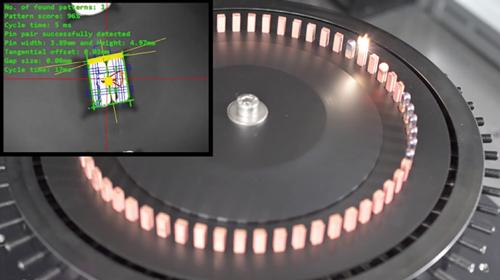
Welding copper hairpins is a challenging application that can be improved with Coherent's Adustable Ring Mode technology. (Image: Coherent)
There are different zinc coating methods and the risk of spatter increases with the amount of zinc on the surface. Most automotive customers use between 60g/m2 and 120g/m2 of zinc, according to Gäbler, which can be welded adequately with the HighLight FL-Arm laser.
He noted that, compared with standard fibre laser technologies, the HighLight FL-Arm delivers up to 80 per cent spatter reduction, for example when welding stainless steel for the tube or heat exchanger industry, and when welding powertrain components such as gears, clutches and axles. Welding of powertrain components can be achieved with 40 per cent less laser power thanks to reduced weld width. This translates to savings in operation cost. Gäbler said that his customers confirm that welding power could be reduced by 20 per cent and spatter reduced by 90 per cent when welding aluminium and high carbon steel.
Coherent recently introduced its Adjustable Ring Mode technology with a fibre-to-fibre connector, and released a product with a fibre-to-fibre switch at the recent Fabtech 2019 in Chicago. With dual fibre output, the system can switch power sequentially between two separate workstations or processes. The dual fibre-fibre output delivers increased throughput in cost-sensitive, high-volume welding applications, particularly in automotive manufacturing, such as welding of doors, hang-on parts, ultra-high strength steel components and aluminium body frames.
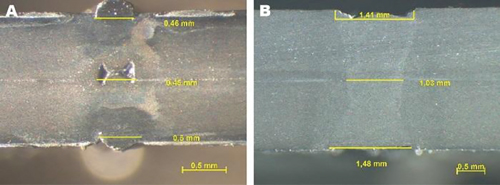
Cross sections showing the weld seam for 1.25mm thick zinc coated steel, processed using a fibre laser without a gap between the sheet and at a feed rate of 3.3m/min. A) Conventional laser focusing creates a seam with voids, and B) the FL-ARM creates a weld seam with excellent uniformity and no porosity. (Image: Coherent)
Future activities at Coherent will focus on fibre-fibre diameter combinations and integrated sub-system solutions, according to Gäbler.
Along with providing benefits for joining zinc-coated steel clamped together, an adjustable mode laser also has advantages when joining two pieces of material separated by a large gap, as switching to a doughnut shaped beam can bridge the gap. Also, thinner materials can be welded without marking the top side of the part, so less rework is required to remove any marks.
Quality cutting
When it comes to cutting, being able to change the shape of the beam has advantages when machining different materials and thicknesses. It also means the beam can change depending on whether it is being used to pierce or cut the material. Matt Wood at Amada said that switching modes for piercing and cutting can save processing time when cutting thick mild steel, for instance. Amada’s 9kW Ensis laser system, which can vary the beam mode from TEM00 (Gaussian) to TEM01 (doughnut) incrementally, can pierce 25mm mild steel in one second with a beam mode of TEM00, then instantly switch the beam mode to TEM01 to produce high-quality, high-speed cutting results.
Wood gave the example of cutting a 3 x 1.5m sheet of 25mm mild steel. In this job there were 800 pierce points on the sheet, and the overall processing time was reduced by almost 60 per cent compared to a standard solid-state laser, where a fixed beam mode is used for piercing and processing.

Amada’s 9kW Ensis laser system. (Image: Amada)
He added that the cut quality of the mild steel parts is improved too. On 16mm mild steel, for example, the cut surface was 50 per cent smoother and the bevel on the cut edge was also improved by 50 per cent.
Another benefit is that a single cutting lens can be used to process the entire range of materials and thicknesses, so fewer parts are required and downtime is reduced as the operator does not need to change the cutting lens between jobs.
Amada has recently launched its Locus Beam Control (LBC) technology on the Ventis laser cutting machine. The system uses a 4kW single diode module fibre laser engine with a pure TEM00 mode beam, but is able to change the pattern the beam makes as it is cutting different materials. The different beam patterns give cutting speeds up to three times faster than a standard 4kW solid-state laser when processing non-ferrous materials. It also offers a quality mode for thicker stainless steel that gives dross-free capabilities up to 15mm thick.
Amada’s Ensis laser system can vary the beam mode from TEM00 to TEM01 incrementally. (Image: Amada)
SPI Lasers and IPG both have a variation on the adjustable beam characteristics theme, IPG with its YLS-AMB (Adjustable Mode Beam) lasers, which can offer up to up to 25kW total output power and whose output beam can be adjusted between a small-spot high intensity bright core and a larger ring-shaped beam, and SPI Lasers with its VariMode technology.
Cutting trials with a 3kW laser with VariMode showed the same laser could switch quickly between cutting thin stainless steel to giving a good quality edge when cutting 20mm mild steel, all by changing the beam characteristics. The laser has a 100µm delivery fibre, and the beam quality can be switched from 3.2mm.mrad to 5.8mm.mrad in 30ms.
Beam shaping technology ultimately makes the laser a better tool for cutting and welding. However, as Ream at EWI said, ‘business case quantification is a complex undertaking and must be examined in a case-by-case manner.’ Aspects like reducing spatter and porosity when welding are hard to monetise. ‘In some cases, such as welding speed improvement, clearer answers may be possible, but they still require close examination of potential trade-offs. There are no magic bullets,’ he concluded.
Fibre lasers and EDFAs for wind lidar
To obtain optimum performance for wind lidar applications, certain fibre laser specifications must be considered
Wind turbines are increasing exponentially in number worldwide to meet the future renewable energy needs of our planet. To optimise their performance, light detection and ranging (lidar) technology is used to estimate wind speed and direction to improve positional accuracy of the blades to extract maximum wind energy.
Wind turbine control is broadly used in the wind energy industry to ensure long structural life and efficient performance of wind turbines operating under complex environmental conditions. In recent decades, the Doppler lidar technique has received considerable interest in improving wind turbine control by providing wind measurements ahead of the rotor plane.
To increase the efficiency of those turbines, Laser Components' partner Lumibird offers a comprehensive range of powerful lasers and erbium doped fibre amplifiers (EDFA), operating in the eye-safe 1,550nm spectral window. Consequently, either considerably more power could be achieved even with smaller rotors, or large but lighter rotors could be operated more load-efficiently and with less damage to the turbine.
The quality of the system will be influenced by the electronics, time of measurement, signal-to-noise ratio related to the laser power, and the backscattering of the atmosphere. A small fraction of the light is backscattered into a receiver. The wind speeds are obtained from lidar signals that originate from the backscattering of the beam by particles in the atmosphere. Usually consisting of dust, organic matter such as pollen, smoke or water droplets, the particles must provide sufficient signal for Doppler analysis and it is assumed their motion truly follows that of the wind flow.

Small platform type EDFA allowing up to 30dBm
Many factors are considered to obtain premium performance from the system, and the fibre laser needs to be built with efficient specifications. The pulse energy, the pulse repetition rate (PRF) and beam quality factor (the degree of variation of a beam from an ideal Gaussian beam called M²) need to be optimised. Since the wind speed measurement accuracy is related to the spectral width of the pulse, increasing the energy per pulse is much more important than the pulse repetition frequency. Evidently, we also need to have M² closer to 1. Lumibird offers high energy and high peak power laser sources to meet these exacting needs.
However, we need to keep in mind that even though the laser peak power is increased, lidar performance improvements are also obtained by adapting the signal processing to the high PRF laser source. That said, wind lidars based on fibre laser technologies operate in a regime with low energy per pulse and high PRF. In this regime, the main peak power limitation is the stimulated Brillouin scattering (SBS) and special design strategies are necessary to increase the peak power. Lumibird provides such high peak power pulsed fibre lasers to tackle this backscattering beam. The benefit of these fibre lasers is their high efficiency, while having a small footprint.
For instance, the eye safe 1,550nm PEFL-EOLA series has been specially designed for Doppler lidar systems, delivering narrow spectral width pulses with high energy up to 400µJ and high peak power up to 900W SBS, free with a linear polarisation and an excellent output beam quality. The rugged compact modules can operate continuously in the most stringent environments under vibrations, shocks and strong temperature variations.

Eye safe pulsed laser at 1,550nm with high energy up to 400μJ
Another characteristic important for wind turbines is the signal processing technology. Real added value is only created from the data recorded by the fibre lasers through complex, self-learning algorithms.
This digital technology transforms the wind turbine into an intelligent power generator based on the measured data. For this purpose, an industrial PC, a so-called thin-client, resides in each turbine. The individual computers are linked with each other via the industrial internet of things (IIoT). This means that the wind farm operator always has an overview of the output and operating status of each individual turbine. At the same time, it can keep an eye on the values of the entire wind farm. The collected data is continuously recorded and evaluated using artificial intelligence. The self-learning analysis software is capable of aligning the rotors of the individual wind turbines in such a way that the entire wind farm always delivers optimum performance.
At Laser Components you can select the optimum fibre laser for your wind sensing application. In addition, we can also assist you in choosing the preferred fibre amplifier.
