The popularity of 3D printing has surged in recent years, and, from the first fully 3D printed houses to bioprinted skin, the range of applications is vast and growing. In the optics sphere, when working with polymers, 3D printing provides optical designers with virtually limitless freedom to create innovative and wild designs. The technique has not only allowed the likes of Luxexcel to print prescription glasses and smart eyewear products, but it has opened the door to low-cost production of various delicate or complex optical systems, like single-use disposable medical devices, smartphone components, light-guiding elements for illumination and many more.
But one area that continues to prove challenging is the additive manufacture of imaging optics. Andreas Heinrich from the Centre for Optical Technologies, Aalen University, Germany, literally wrote the book on 3D printing optical components. In 2016, Heinrich and colleagues attempted to 3D print a simple monochromatic 126° field-of-view fisheye lens consisting of two converging lenses on the front side and two diverging lenses at the rear to focus the beam onto the detector. Printed with a Keyence Agilista 3100, the resulting optical elements had a peak-to-valley roughness of about 8.6μm, reduced by polishing to about 1.1μm and 12nm RMS surface roughness.
Testing the lens’s optical performance, they found the resolution was poor – around two magnitudes lower than what is needed for imaging. ‘The main things we learned were that the resolution is too low and we had to rework the surface, which was a big effort,’ he explained. ‘If polishing takes two, three, four days, that’s too much!’
The fisheye was produced using the multi-jet modelling method (MJM), a process similar to inkjet printing, where a liquid synthetic resin is deposited by a printhead in droplets, and then levelled with a roller and cured with UV light. But there are other ways to produce 3D printed optical components. For large-scale optics – in the centimetre range – stereolithography (SLA) is also common. For example, the Viper SLA 3D Printer by 3D Systems is capable of printing optical elements, such as light pipes. SLA applies epoxy resins in layers, which are then hardened with a laser or a mask image.
However, both techniques harbour fundamental problems, rendering them poorly suited to making imaging optics: layering material in this way leads to a nonhomogenous refractive index distribution and scattering at the layer interfaces, and the resulting rough surfaces require polishing. ‘If you really want to go for imaging optics, you need to get rid of this layered structure and you need to create a smooth surface,’ said Heinrich.
Heinrich is working on this problem in the lab. His team has developed a technique using an inkjet printhead that spits out liquid polymer dielectric droplets on a surface. These smooth spherical droplets – ranging in size from 50µm up to 30mm radius – are then deformed by electric fields to correct for aberrations before the resulting asphere is cured with UV light. ‘This allows us to create freeform surfaces without any layers, reducing the performance of the lens that could be used for imaging optics.’
One potential imaging application for these freeform surfaces Heinrich is exploring is printing them onto large optics produced using standard methods. ‘If we go for large lenses, the bulk has no functionality, it only gives you the capability of creating a large lens. So we don’t want to have a huge amount printed because then we have layers and it takes a lot of time,’ he explained. ‘I think it’s much better to use 3D printing just to finalise the surface.’
Micro-optics success
While large-scale 3D printed imaging optics is at a relatively immature stage of development, its small-scale, micro-optics counterpart has already found commercial success. For example, University of Stuttgart spin-out, Printoptix, was officially founded less than a year ago by CEO Nils Fahrbach and CTO Simon Thiele, together with Harald Gießen and Alois Herkommer. Former student and staff members, respectively, Fahrbach and Thiele were part of the Stuttgart group that 3D printed optical lenses the size of a human hair back in 2016. Their company is still based at the University, with the Printoptix office sitting directly below the Institute of Applied Optics.
‘We’re a one-stop shop for micro-optics,’ explained Fahrbach. ‘If a customer has an idea for a new kind of optical system, they give us their specifications and we do the optical design and process development, we actually fabricate the optics, we measure the surfaces and we deliver the product to the customer.’
Though Printoptix has found niches in non-imaging optical components for data communications, sensors and measurement, the company’s main markets are imaging optics and medical applications. For instance, at the recent Laser World of Photonics trade fair in Munich, Germany, Fahrbach and Thiele demonstrated a medical endoscope they manufactured. The three-lens system has a diameter of 270μm, making it the smallest 120° field-of-view distortion-free imaging optic ever produced. ‘It requires really steep aspheres, impossible to manufacture with another method at this scale,’ added Fahrbach. Such tiny lenses could also be used in small-scale camera systems for wearables or drones.

3D printed miniature three-lens objective with all-aspherical lenses. Credit: Printoptix
Printoptix fabricates its optical components using off-the-shelf 3D printers – Photonic Professional GT2 and Quantum X – from Nanoscribe, a spin-off of the Karlsruhe Institute of Technology, Germany. ‘If you buy one of those printers and want to print an advanced optical system, you will quickly notice that it is not just about having a printer,’ said Fahrbach. ‘To reach the optical quality of our products at Printoptix, you need to get the optical, structural and process design right. That is what we actually sell – the know-how to design and fabricate high performance micro-optical systems.’
Enhancing two-photon polymerisation
All Nanoscribe printers are based around a technique known as twophoton polymerisation (2PP). In 2PP, a femtosecond pulsed laser is focused on a photosensitive polymer resin. Two photons combine at the focal point and excite the polymer molecules to a higher electron state, allowing the fabrication of structures in a volume significantly less than 1μm in diameter. Repeating this, scanning voxel by voxel, hardens the polymer in the whole plane, allowing the machine to build the optical element from the bottom-up, like any other 3D printer.
Similar to SLA and MJM for large-scale optics, the problem with using 2PP to manufacture imaging micro-optics was that the layered structure can cause refractive index changes and scattering. Nanoscribe solved this problem by combining 2PP with greyscale lithography in its Quantum X and latest Quantum X Shape printers. ‘With Two-Photon Grayscale Lithography (2GL), an accurate lens contour can be realised by modulating the voxel size in one plane, making the contour more precise and with significantly fewer layers than with regular 2PP,’ explained Nanoscribe business development manager, Jörg Smolenski.
What’s more, Nanoscribe recently unveiled an expansion pack for the Quantum X Shape called the Extra Large Features (XLF) Print Set. ‘It expands the manufacturing range for high-precision 3D printing from nano- and microscale structures to millimetre- and centimetresized objects, with precision typically two to five times higher than comparable microfabrication technologies,’ said Smolenski. ‘In a single pass, objects up to 30 cubic centimetres can be produced.’
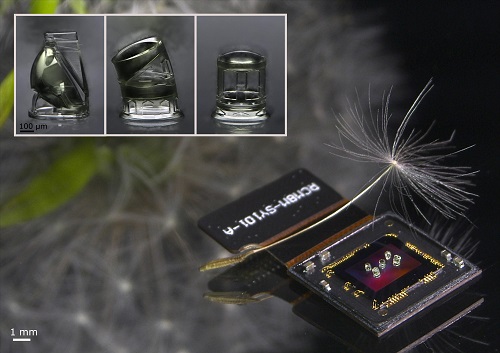
Image sensor with complex lens systems directly printed onto an imaging sensor matrix. Credit: Andrea Toulouse & Nils Fahrbach
Fahrbach thinks this new development could be highly significant. ‘It gets really interesting when you can print larger structures above 2mm in diameter, because many of the smartphone camera lenses are exactly that size range. And it’s interesting for endoscopy too.’
Glass grail
Despite this exciting progress, the key to unlocking the full potential of 3D printing for imaging optics is being able to make lenses from glass. Glass has been used for fabricating optics for hundreds of years. Polymers may be lightweight, cheaper and easier to produce, but glass has much better thermal stability, mechanical properties, chemical resistance and higher optical transparency in the UV, visible and infrared regions of the electromagnetic spectrum. Yet 3D printing glass imaging optics has remained a pipe dream, with attempts suffering from shrinkage during processing and inadequate surface shape and quality for imaging applications.
Nanoscribe worked on this problem with Glassomer – a spin-out of the University of Freiburg, Germany – to create a nanocomposite for 3D printing fused-silica glass microstructures. Consisting of a polymer infused with glass nanoparticles, the material can be used to 3D print a polymer structure that is then sintered down to glass. But although the material offers the ability to produce complex shapes with high precision, surface quality remains incompatible with imaging optics.
This may be changing. Glassomer recently teamed up with their former Freiburg colleagues and a group from the University of California, Berkeley. The German team created a revised version of the Glassomer material that is highly transparent, light sensitive and hardens quickly at a predetermined threshold. Meanwhile, the US team developed a novel 3D printing technique known as microscale computed axial lithography, or microCAL. Micro-CAL involves exposing resin to laser light projecting 2D patterns of a desired shape from multiple angles, which, when they overlap, trigger polymerisation, solidifying the object. Unlike MJM, SLA, 2PP or other common 3D printing processes, which build up objects layer by layer, micro-CAL 3D prints the entire object simultaneously.
When the revised Glassomer material was married with the micro-CAL process, the results – published in Science recently – were highly encouraging. In 30 to 90 seconds, the team printed various glass microstructures with more consistent strength and smoother surfaces than other 3D printing processes. For instance, they built glass trusses and lattice structures with minimum feature sizes of 50μm.
Most interesting for imaging optics, they fabricated free-form micro-optical elements with an average surface roughness of 6nm; to reach imaging quality, 5nm RMS surface roughness is generally required. The technique’s utility is yet to be fully explored, but the researchers believe it potentially offers a new and more efficient way to build micro-optics – though whether it can open the door to mass-produced 3D printed glass imaging optics remains to be seen.
Using a state-of-the-art laser-assisted diamond-machining system, LBP Optics and sister company ULO Optics have developed a new class of lenses to fine-tune the laser-cutting process for industrial steels
The EDGETECT2 R&D consortium, funded by Innovate UK, the UK innovation agency, aimed to develop next-generation optical components that can finetune the materials-processing capabilities of high-power CO2 and fibre lasers used for cutting high-added-value steel parts. The project aimed to address the problem of edge corrosion in fabricated steel plates destined for use in heavy-duty construction equipment.

The lenses and fused silica cover slides will enhance the cutting performance of industrial laser systems used to fabricate high-added-value steel parts
In response to the challenge faced by the EDGETECT2 consortium, a new class of dual-focus zinc-selenide (ZnSe) lenses were developed by LBP Optics and ULO Optics, a diversified UK optical components group. The ZnSe lenses were designed to be incorporated into industrial laser systems to generate rounded edges in finished steel plates, such that the paint layer will be more even and retain an enhanced thickness at those edges.
‘We work regularly with customers at the forefront of technology – from laser OEMs to defence and aerospace contractors’, explained Graham Allberrey, diamond turning expert at LBP Optics. ‘On this project we employed our state-of-the-art laser-assisted diamond-machining tool – one of only two such machines in the UK. This enables us to achieve extended tool life on crystals such as zinc selenide and zinc sulphide.’
Design for life
The dual-focus ZnSe lenses are based on a design conceived by Nick Ellis, technical director at ULO Optics, and comprise an outer portion of the optic shaped as a conventional spherical lens – to get the laser beam to a cutting focus and the inner portion to provide edge rounding.
The ZnSe lenses were designed to be incorporated into industrial laser systems
Evaluation of the lenses using an R&D CO2 laser system at Laser Expertise & JCB was carried out over several iterations of the lens design. The lens is designed to change the shape of the focused laser beam to divert some energy away from the main cutting area – the plan being that this clever optical manipulation will soften the adjacent material and create a more rounded edge profile. Trials proved successful and discussions are ongoing about further development and production.
In parallel, work to develop a similar process by modifying cover slides in a fibre-laser cutting system took place, with several design iterations trialled. The material of choice in this application was fused silica. Diamond machining trials were carried out using LBP’s laser-assisted diamond-machining tool to see whether it was possible to achieve the required shape and finish on fused silica, alongside more conventional production methods. Laser cutting trials have shown some success with the final design, and development work is continuing.

Diamond machining trials were carried out using LBP’s laser-assisted diamond-machining tool
‘EDGETECT2 is a great example of how we collaborate closely with our customers – industrial and academic – from the outset of a project,’ explained Graham Allberrey. ‘We can machine a wide range of complex shapes to an extremely high degree of accuracy, such as the cylinders, torics and aspheric lenses that are being used more frequently in advanced laser systems.’
The EDGETECT2 collaboration comprised a global manufacturer of construction equipment; Ultrasonic Cleaning Systems, specialists in the preparation of cut steels prior to painting; Valspar Powder Coatings, an industrial paint and coatings manufacturer; Laser Expertise, a UK laser cutting and fabrication firm; and TWI, an independent research organisation that focuses on engineering, materials and joining technologies.
Additional Notes
-
After years of collaboration, LBP Optics purchased the Stevenage-based diamond-machining specialist Symons Mirror Technology (SMT) in August 2019.
-
The SMT acquisition means that, in addition to its established range of industrial and scientific mirrors, LBP Optics is now able to produce a broader portfolio of advanced optics with extreme precision (including cylindrical, spherical, ellipsoidal, toroidal, polygons, pyramids, aspherics and infrared domes).
-
The LBP Optics Stevenage facility houses seven diamond-machining systems, including two full CNC machines capable of removing material from a range of substrates to create freeform optical surfaces (i.e., nonsymmetric along any axis).
-
Production capability also includes a state-of-the-art laser-assisted diamond-machining unit, in which a CO2 laser beam is focused just beyond the diamond tool tip to soften the substrate material and make it more ‘plastic’ (resulting in less shear as the diamond cuts and minimising subsurface damage in the optical material).
-
Typical specifications (material-dependent): surface roughness, 5 nm; surface accuracy, λ/4 at 633 nm over 100 mm diameter; roundness, 0.1 micron; angle accuracy, 2 seconds of arc.
-
Precision engineering: the LBP Optics facility in Stevenage, UK, houses seven diamond-machining systems, including two full CNC machines and a state-of-the-art laser-assisted diamond-machining unit.
Further information
+44 (0)1767 600877
