
Headquartered in Lafayette, Colorado, Rocky Mountain Instrument Co.’s (RMI’s) 90,000ft2 facility houses state-of-the-art production equipment and a 150-strong team armed with a wealth of expertise in complex thin-film coatings and custom optical component/optomechanical assembly design.
Under the same roof, RMI’s sister firm, RMI Laser offers DPSS and fiber laser marking systems, as well as laser design and integration services. Together the two firms are able to provide a wide range of unique, world-class photonics solutions and services to major OEMs operating in critical industries such as semiconductor, electronics, medical, life sciences, aerospace and defense.
RMI’s dedicated team of technicians, opto-mechanical engineers and expert scientists has earned a stellar reputation for delivering excellent service and world-class optical solutions simultaneously. They enjoy working closely with the firm’s customers and taking a collaborative approach to meeting the most pressing challenges and technically difficult specifications.
![]()
RMI's 90,000ft2 headquarters in Lafayette, Colorado houses the firms optical fabrication, coating, and testing competences
A long-established pedigree in laser optics
RMI prides itself in being one of the original laser optics manufacturers in the US, conducting the majority of its business there. However, the firm has also achieved great success serving the European market, with around 30% of its business taking place there, following over 40 years of heavy operation in the region.
According to Steve Hahn, CEO, this immediately sets RMI apart from a large portion of the US optics manufacturers who choose not to operate internationally. “Especially for a lot of smaller US optics firms, plenty of revenue is available from the exceptional demand coming from the US defense sector for precision optical components – particularly in the field of infrared and visible imaging for surveillance and targeting applications,” he says.
While imaging optics are indeed a key application area for RMI, much of the company’s DNA lies in the fabrication of laser optics. This is due to the firm being acquired by Dr Yubong Hahn (Steve’s father), back in 1983, who had previously developed some of the first high-damage laser coatings at CVI Laser Optics (now IDEX Optical Technologies), which he co-founded with his brother in 1972. Following the acquisition, Dr Hahn transformed RMI from a traditional optical component manufacturer into a leading player in the production of the high quality precision laser optics.
“And so it is this very strong, long-established pedigree in optical coating that enables us to build custom high-quality laser optics, in addition to diamond-turned infrared optics and optomechanical assemblies, for the many European customers and partners we serve operating across a wide range of industries,” says Hahn. “For example, for the medical and biotech industries, our European customers include several of the world's largest medical laser manufacturers specializing in dental and aesthetic applications. For these clients, we offer a one-stop-shop for highly customized, premium quality laser optics and coatings at the heart of their 1,064nm (YAG), 2.94 micron (Er:Yag), and 10.64 micron (CO2) systems.”
Standing out from the pack: Unique, highly customized optical coatings
When accessing the European market, due to the bespoke nature of its optical components, RMI chooses not to operate through distributors, but rather forms strong relationships that allow it to work closely with European OEMs.
“If we offered a very standard range of products, then European distributors would no doubt be able to add value for us and help achieve wider regional coverage,” explains Hahn. “However, as a lot of our customers approach us for our high-quality customisation, we’re required to undergo multiple, iterative design stages with them, which instead requires direct, continual interaction between us and the customer. This is why distributors would not likely be able to add value to our operation.”
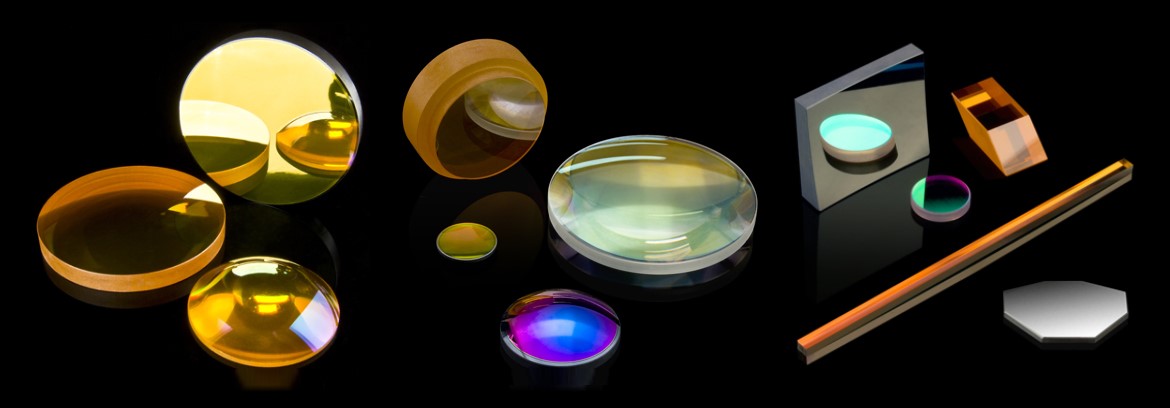
RMI is able to fabricate and coat a wide array of optical components including lenses, windows, mirrors, partial reflectors, polarizers, non-polarizers, waveplates and dichroic filters
RMI typically engages its OEM customers at the beginnings of their product development during the R&D and prototyping phase, where they are working on a new solution requiring a very specific optic or a complex coating/optomechanical assembly. It is in providing these complex, custom coatings where the firm believes it outshines many other optics manufacturers, with its world-class optical fabrication techniques capable of meeting even the most challenging custom requirements. This is what enables RMI to operate across the Atlantic, competing with many European coating firms already situated there.
“However, we don’t look to compete with European optics firms that can arguably manufacture standardized optics faster and more cheaply than us,” says Hahn. “We instead continually invest in the absolute cutting edge of coating technology to ensure we are able to provide custom optics with features and capabilities that simply can’t be found anywhere else. For example, we’re increasingly seeing demand for optical assemblies operating in very specific combinations of wavelengths, which in turn require lots of different combinations and variations of custom coatings. To deliver this level of complexity not only requires an extensive amount of experience, but also the manufacturing capability to actually deliver the finished product. That's where we stand out from the pack, both in America and Europe.”
A comprehensive array of optical fabrication, coating and testing capabilities
RMI’s facility is equipped with one of the largest and most advanced in-house thin film coatings operations in the world. With 18 of the most state-of-the-art optical coating chambers, the firm has every coating process covered, from electron beam/thermal evaporation to ion-assisted deposition and ion-beam/magnetron sputtering.
RMI offers some of the most extensive deep-ultraviolet (DUV) through far-IR coating capabilities available, enabling it to serve even the most demanding critical industries. For example, it frequently produces DUV optics in 193nm, 213nm, 248nm and 355nm used in semiconductor manufacturing processes including lithography and impurities monitoring. The firm’s diamond turned infrared lenses also drive the active thermography systems used inside some of the world’s leading photolithography machines. Additionally, RMI develops high-quality infrared broadband coatings spanning from 3-5 micron (MWIR) to 7-14 micron (LWIR) varieties, working with a wide variety of standard and exotic materials including calcium fluoride (CaF2), zinc selenide (ZnSe), Silicon (Si) and Germanium (Ge). The full list of materials RMI works with is available here.
RMI’s complete in-house optical design and fabrication capabilities encompass cutting, shaping, edging, grinding, and polishing. It uses these to produce components including windows, mirrors, partial reflectors, polarizers, non-polarizers, waveplates, dichroic filters, F-Theta lenses, lens objectives, beam expanders, laser optics/prism assemblies, and optical transmitter/receiver assemblies. These in turn can be coated with virtually any type of optical coating (dielectric, metallic, metal/dielectric hybrid, indium-tin oxide, diamond-like carbon) exhibiting an array of anti reflection, high reflection, partial reflection, phase retarding, polarizing, non-polarizing, and dichroic filtering properties, among others.

RMI's world class coating and testing capabilities ensure its optics are certified to MIL-SPEC and ISO standards
In addition to fabrication and coating, RMI offers one of the largest and most complete environmental testing facilities anywhere, enabling it to rigorously test each optical element with an exhaustive battery of in-house environmental tests: adhesion, abrasion, temperature, humidity, salt-spray, shock/vibration, helium leak, water solubility and radiation. This allows the firm to certify all of its optical components to the stringent requirements of the MIL-SPEC and ISO standards.
“At RMI, we establish optical testing and certification standards above the industry norm. By combining our experienced and talented optical staff along with the most advanced and comprehensive optical manufacturing and inspection equipment available, we truly see ourselves as a world-class leader in the production of optical components,” concludes Hahn.

RMI CEO Steve Hahn highlights that the firm's unique, custom coatings capabilities are what sets it apart from other optics manufacturers
For more information on how RMI can help deliver your next custom optical component solution, visit: www.rmico.com.
