
Non-contact optical metrology is seeing increasing uptake across industry for quality control and digital twin development, writes Ben Skuse
Industrial metrology has witnessed a complete transformation in recent decades. It has gone from being a tedious post-production quality control process – looking for faults by inspecting the dimensional measurements of a part against specifications – to being a fundamental tool in a component’s lifecycle, wielded across product design, development and manufacture. The key enabler of this transformation is the rise of non-contact methods.
Where tactile coordinate measuring machines (CMMs) extend a probe that touches a component’s surface in order to capture highly accurate dimensional data, non-contact methods primarily harness light for measuring and characterising component properties. Structured light 3D scanning is one such technique, wherein patterned light is projected onto an object and the reflected light is captured with a camera to deduce the object’s shape and size. Other methods harness machine vision cameras to inspect and measure objects, recognise patterns, and classify or sort objects based on specific characteristics.
“The use of contact CMMs in a manufacturing process can provide comprehensive detail about the component being inspected. However, the process is time-consuming due to the fact the touch probe needs to be manoeuvred to each specific point to be measured,” says Glenn Wedgbrow, Business Development Manager at precision sensor manufacturer Micro-Epsilon UK. “Employing non-contact sensors can dramatically decrease inspection time.”
But it is not just that non-contact methods allow a large amount of data to be captured in a short amount of time. “There is a growing demand for non-contact…to prevent potential damage or contamination of the object [to be measured],” adds Wedgbrow. “In addition, transparent objects such as glass and plastics require specific non-contact technologies to measure accurately.”
Widespread industry uptake of optical metrology
Headquartered in Germany, Micro-Epsilon offers a range of high-precision non-contact 3D optical metrology solutions. Many of these, including the company’s Laser Triangulation, Confocal Chromatic and ScanControl products, have already been integrated directly on manufacturers’ existing CMMs, allowing the same level of dexterity as touch probe solutions – three axes of movement and rotation – without having to actually make contact with and potentially damage the product.
They have also been integrated into near- and in-line manufacturing processes, with the company’s Confocal Chromatic products having found use across various industries. Confocal chromatic sensors focus polychromatic white light onto a target surface by a multi-lens optical system. The lenses are arranged so that the white light is dispersed into monochromatic wavelengths by controlled chromatic aberration. This light is focused at different distances depending on the wavelength, and only the light of a very narrow wavelength range is focused on the surface to be measured. By determining the wavelength of the focused light, which is reflected back into the optical system, very precise distance measurements are possible. Moreover, the sensors can tolerate large measuring angles, allowing curved and structured surfaces to be measured. They also consist of passive components, meaning they do not emit heat. These attributes have made confocal chromatic sensors indispensable for precisely measuring the thickness of glass displays, glass panels, glass bottles and vials, for example.
Another example is Micro-Epsilon’s ScanControl 2910-10/BL laser profile scanner. This product was installed in a foam cutting machine and directly connected to its control system. The sensor detects the width of the tip of the band knife used to cut foam. With a resolution of up to 7.8µm, even the smallest deviations on the knife can be detected, ensuring worn knives are replaced in good time to maintain efficiency in the cutting process.
Sandra Bergmann, Product Line Manager for US-based high-end analytical instrument manufacturer Bruker, has also seen how the advantages of non-contact methods have been taken up across various industries, witnessing customers replacing touch-based and inefficient manual inspection methods with 3D optical metrology systems.
“In microelectronics manufacturing, features are often too small and/or sensitive to be measured with contact-based metrology systems, and the aerospace industry uses special coatings to ensure the requirements on durability and safety which cannot be damaged during the measuring process,” she says. “With 3D optical metrology, area measurements can be taken fast and accurately without the need for physical contact. This has led to increased efficiency and accuracy in industrial processes, as well as the ability to measure complex shapes and surfaces of samples that were previously difficult to measure, such as lenses, MEMS, or films and coatings.”
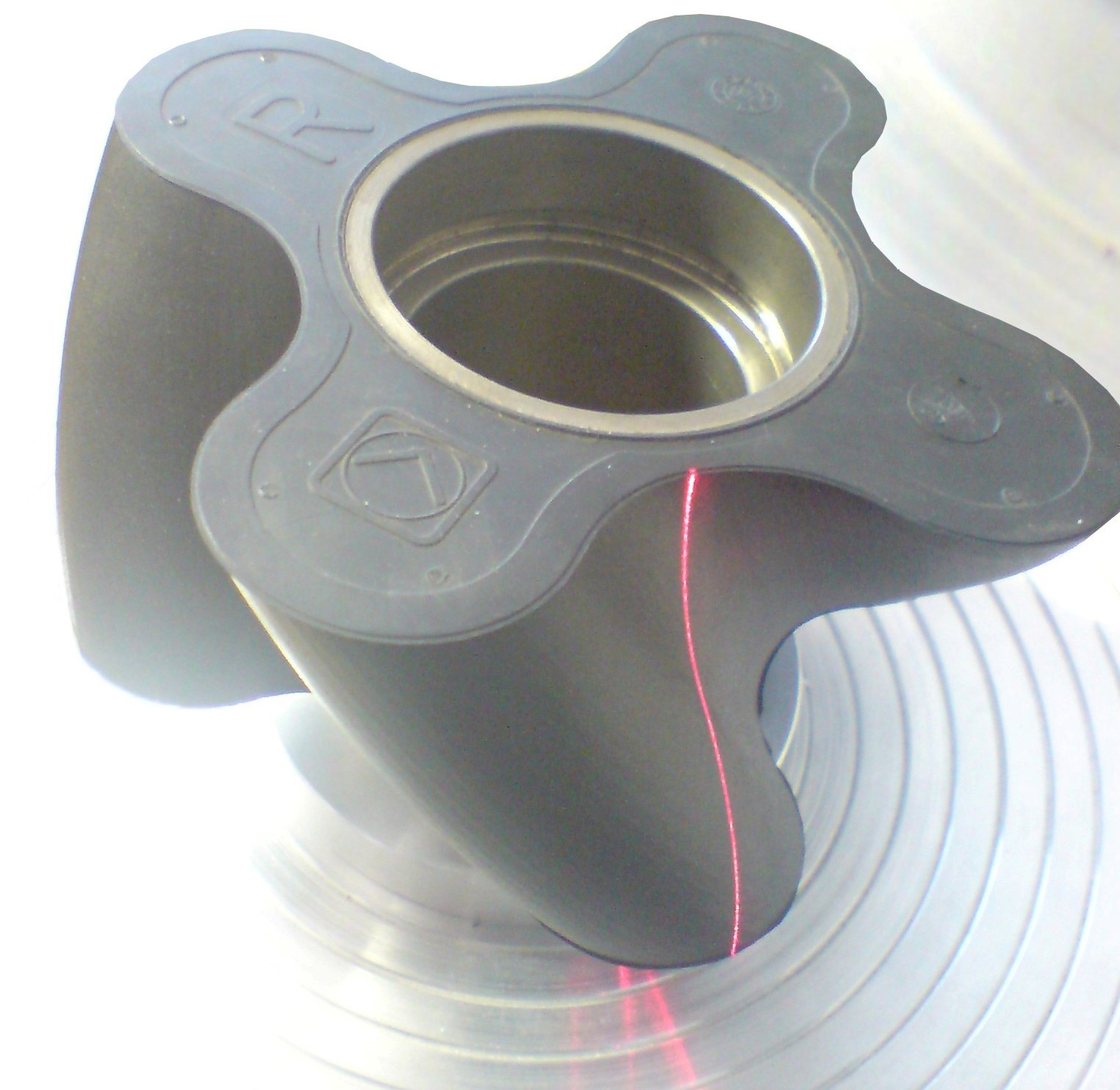
Laser scanners are used for 3D measurement of complex geometries and rotating components such as rotary pistons
Bergmann is responsible for Bruker’s 3D Optical Profiler product line, which comprises stationary benchtop and floor-standing white light interferometry systems. White light interferometry involves splitting a collimated light beam into a measurement beam and a reference beam at a beam splitter, where the former strikes the sample and the latter strikes a mirror. Light reflected from the mirror and sample is then recombined at the beam splitter and focused onto a camera. The camera registers the interference effects caused by superimposing the two beams, and from this surface height measurements of the sample can be gleaned, perfect for highly accurate 3D optical metrology.
Offering non-contact analyses with ‘best-in-class’ accuracy on samples ranging in size from microscopic MEMS to entire engine blocks, Bruker’s white light interferometry systems are material insensitive, allowing the measurement of surfaces with different properties, such as transparency, sheen, roughness and smoothness, of components made from metals, composites, ceramics or plastics.
As an example, Bruker’s white light interferometry systems are ideal for characterising microlenses. These range in size from a millimetre down to a few micrometres in diameter, and are seen everywhere from smartphone cameras and virtual reality glasses to 3D displays and advanced driver-assistance systems. Microlens performance is directly affected by microroughness and geometry, meaning metrology is critical in lens development, process optimisation and mass production. Using Bruker’s white light interferometry systems, manufacturers can use automated microlens-relevant analysis capabilities to characterise several lenses in a large field of view while maintaining subnanometre height resolution and micron-level lateral resolution.
Elsewhere, Swedish technology company Hexagon develops and provides a host of non-contact 3D metrology products through its Manufacturing Intelligence division. These include 3D laser scanners, non-contact CMMs, structured light scanners and more. One of the most interesting technologies is the Absolute Scanner AS1. This operates as the 3D sensor for both a handheld laser tracker and a portable measuring arm, either of which can act as the referencing system for the scan data the AS1 collects.

Large worn components such as excavator claws can be scanned with laser profile sensors and compared to their original profile, allowing new material to be welded on to repair them
“It’s a very flexible and portable scanning technology. For example, if you combine our AS1 laser scanner with our Leica Laser Tracker AT960, then it can be in a manual operation for up to 20-metre measuring volumes, for measuring parts of an aeroplane or bigger casted parts,” explains Stephan Amann, Vice President of Sales and Marketing for BU Metrology Devices at Hexagon. “Equally, we have recently launched our Presto robotic inspection cell, which uses the AS1 and AT960 in-line, near-line and also offline for fully automated applications like automotive or aerospace sheet metal part measurements in one step.”
Building digital twins with optical metrology
All providers in this space – including German industrial 3D optical metrology technology developers Jenoptik and GOM Metrology (part of Zeiss Group), US metrology experts Zygo, and Spanish high-end 3D metrology instrument maker Sensofar – have seen their customers harness the advantages of 3D optical metrology solutions to go beyond simple post-production quality control. For example, a key step nowadays in product development is building a digital twin. By taking accurate measurements with 3D optical metrology tools of an entire sample, a manufacturer can build a digital version of the part, and then compare against the original specifications to easily pinpoint any deviations, both during and after manufacture.
“Knowing and understanding how the component has changed is an important factor in product design and allows for informed changes and improvements to the design,” explains Wedgbrow of Micro-Epsilon UK. “What’s more, in larger scale components, for example excavator claws, the digital twin can be used to identify where the item has been excessively worn and material needs to be added in order to repair the claw back to its original condition.”
Some manufacturers are taking this even further, building digital twins of not only the components they are producing, but also their manufacturing processes as well. Amann of Hexagon provides an example: “We do so-called ‘virtual clamping’, where we use all the information about the welding process, about the jigs and fixtures in the manufacturing process and so on, and then we clamp several sheet metal parts together in the virtual environment,” he explains. “As sheet metal parts are very sensitive and flexible, virtually clamping them in different positions allows us to immediately see what is the impact of the clamps, the impact of the welding process, to see what is the outcome.” The result is a fully simulated and optimised design process before having to produce any prototype jigs or fixtures in the real world, allowing much shorter and cheaper iteration cycles.
Standardisation lags behind optical metrology development
Despite the advantages of 3D optical metrology mentioned above, contact CMMs still persist. One reason for this is simply that standards for traceable calibration have not kept pace with the proliferation of optical instruments in industrial metrology. “A lot of standards are still written for conventional contact-based methods, making it difficult to follow exactly step-by-step the given standard and this can prevent a customer from using 3D optical metrology, even though it would be the better choice for their application,” says Bruker’s Bergmann.
However, the primary reason is that, for certain applications, nothing beats touch probing. “If you want accuracy and dedicated, defined measurement points, it has to be touch probes,” says Amann. “The ratio of contact versus non-contact measurements has gone from approximately 75:25 20 years ago, to 10:90 today, and that trend continues – but still even in 50 or 100 years there will be touch probing available because of the accuracy level and the way certain features are measured for certain applications.”
Images: Micro-Epsilon UK
