
In 2018, the USA grew 392.5 million tonnes of maize, roughly a third of the world’s maize production. A lot is used for animal feed, some for human consumption, and now, increasingly, much is being turned into ethanol for biofuels.
The milling process – to grind maize into different products – is complex, industrial in scale, and finely tuned to maximise the yield produced from each tonne of maize. An average mill in the US can reach a throughput of 1,000 tonnes of maize per day, Juste Hahne, product manager at Swiss firm Bühler, told Imaging and Machine Vision Europe.
Bühler builds machines to sort and process maize, relying on various optical sensing methods to do so. About 80 per cent of Bühler’s turnover is related to food and grain processing, maize being just one crop with which it works. Two out of three wheat grains are processed on Bühler equipment, as is 75 per cent of the world’s barley malt. Grain milling is one of Bühler’s traditional markets, but it also makes machines for processing rice, pasta, chocolate, nuts, and many other foods.
Some of the optical sensing techniques used onboard Bühler sorters and in-line sensor systems include: NIR sensing and spectroscopy, to determine chemical composition such as moisture or protein content; inspection and optical monitoring, to find and remove contaminants such as foreign materials; and also an optical measurement of granulation, to measure how coarse or fine grains or powders are.
Granulation of ground maize, be that flour or grits, is an important metric for mills, because their customers’ processes are strictly set up for an exact particle size of raw material. The mill’s customer will therefore only accept a certain degree of granulation. ‘If a mill doesn’t know the quality of its product it is lost,’ said Hahne. A rejected batch could be a loss of $10,000 in raw material, just because the mill didn’t meet the quality requirements.
In terms of grits, which are particles of endosperm used in snacks and breakfast cereals, a mill might have an output of 100 tonnes a day of flaking grits – the larger particles – and 500 tonnes a day of snack grits, a finer material sent to snacking companies. Snack grits, as well as being much finer than flaking grits, also might need different fat and moisture content.
By using optical techniques during the process of converting grain to grits, Bühler’s systems can optimise the yield of maize grits by 0.3 per cent. This, according to Hahne, can lead to additional earnings for the mill of $200,000 a year. ‘This is where we can really convince our customers why they need our technologies,’ Hahne said. In addition, since Bühler’s sensors work online during the process, the mill can save an extra $25,000 a year because it doesn’t have to run as many offline quality control tests on the product.
Bühler’s online Particle Size Measurement Unit is able to measure granulation optically. It uses a camera with a strobed LED to measure the shape and size of coarse particles, together with laser diffraction to detect fine particles. The output of these two sensors gives a particle size distribution between 10µm and 5,000µm. This range covers most products in grain processing, Hahne said. The company’s NIR Multi Online Analyser monitors the fat content of grits using near infrared spectroscopy.
Turning to wheat, installing a Bühler optical sorting platform can give around 0.8 per cent improvement in yield compared to using mechanical cleaning. When that is applied to 80,000 tonnes per year, it adds up to €125,000 of added saving for the customer.
‘A single grain of wheat has very little value, but when you’re talking about millions of tonnes, even the smallest improvement has an enormous knock-on effect,’ said Dr Tim Kelf, head of sensor development at Bühler. ‘When we’re talking about the 1 to 2 per cent improvement level that we can squeeze out through these optical techniques, that’s enormous for our customers.’
All in the delivery
A normal Bühler line will process 10, 20 or even 100 tonnes per hour, and that could be running 24 hours a day. ‘We’re talking about millions of objects per second, and all of them have to go through the imaging area,’ said Kelf. Ideally, all these particles need to be separated to make life easier from an imaging perspective, although the algorithms are able to extract information from the images even if particles are touching.
‘In order to present grains to an optical sensor it’s important to understand the physics of it all,’ said Kelf. ‘You need to make sure grains aren’t bouncing, while at the same time the flow of grain needs to be accelerated to 4m/s because otherwise you don’t get the capacity.’
Some products like chickpeas will bounce, whereas almonds will bounce less. Some grains roll a lot, some products are sticky. ‘It’s understanding the properties of the grain and the material properties of the chute, along with the chute’s geometry, to create a stable feed,’ Kelf said. ‘There’s no one solution. For frozen foods you’d use a very different system than you would for rice or nuts.’
As with many imaging techniques a lot depends on lighting. Firstly, the systems require very flat illumination profiles. Brightness has to be homogeneous to minimise the amount of variability in the image, and the angle of light has to be the same to remove any shadowing, Kelf said.
The light has to be tailored to the right application, whether that’s using colour or white LEDs, or UV LEDs for fluorescence imaging.
It is then a matter of trying to balance all these things, while keeping the light source in a sensible footprint, and also making it hygienic. There are constraints on temperature emitted by lights, and not having areas where dirt can accumulate. In addition, the machines can run 24 hours a day. ‘You need to have as much efficiency as you can in terms of uptime, while making sure the customer gets the most benefit from these systems,’ Kelf said. In the last few years Bühler has launched its Xenon lighting solution to boost the lifetime of incandescent illumination and reduce machine downtime.
Rice sorting on the Sortex S UltraVision involves identifying very subtle yellow or grey grains. Credit: Bühler
Bühler uses two overarching lighting solutions: either many low-power white LEDs, or a small number of high-spectral purity LEDs. Spectral purity is less important when using many white LEDs, as they’ll all marry together, Kelf said. ‘At the high end, certainly for sorting rice, then you’d want to use a small number of LEDs with high spectral purity,’ he added. Rice sorting involves identifying very subtle yellow or grey grains, which requires exact colour imaging.
Bühler has just released its Sortex S CrystalVision system for sorting rice, which can remove colour defects and foreign materials, including glass, at 18 tonnes per hour. ‘To spot glass in rice comes down to knowing the illumination properties and what to look for in the image,’ Kelf said.
Food security
Maize production is concentrated in four countries: USA, China, Brazil and Argentina, which grow more than two thirds of the world’s maize. In a study published in 2018 in PNAS (115 (26) 6644-6649), the authors projected that mean total production of maize would decline by 18 per cent in the United States with 2°C of global warming. Wheat yields are also expected to decrease by six per cent for every 1°C global temperature rise, Dr Ian Roberts, CTO of Bühler, said during a virtual press conference the firm held to mark what would have been the Interpack trade fair.
Bühler has pledged to reduce waste, energy, and water in its customers’ value chains by 50 per cent, and is rolling out new technology and processes to help meet this target by 2025.
‘Estimates suggest one third of all food grown on the planet is lost,’ Dr Matthias Graeber, head of data science at Bühler, told Imaging and Machine Vision Europe. ‘At the same time, one third of all energy goes into food production. That means around 10 per cent of all energy is lost – a clear opportunity to act. We really try to minimise losses, and often that goes together with financial savings for our customers. It is good for our customers, but it’s also good for the environment – if we maximise the yield of flour that can be produced from one tonne of wheat, we’re more efficient with the raw material. Any small improvement we can achieve can have a massive effect globally.’
Bühler is also working with Microsoft to develop its LumoVision optical sorting machine, designed to spot maize contaminated with aflatoxin from fungal mould. Aflatoxin is a carcinogenic mycotoxin that causes 155,000 cases of liver cancer per year in developing countries, and contributes to stunting the growth of millions of children. The toxin is not destroyed by heat, so cooking doesn’t make it safe, and contaminated maize can’t be detected under visible light. However, the toxin does fluoresce green or yellow under UV light. LumoVision uses UV lights to illuminate maize grains flowing down a chute at 3.5m/s; cameras detect any fluorescence and air jets blow out the contaminated grains. In this way the system can process 10 to 15 tonnes of maize per hour; it can eliminate 90 per cent of contaminated maize with a yield loss of less than 5 per cent.
The challenge with fluorescence imaging, Kelf said, is that it requires much higher power density from the lights, and all the LED profiles have to be stable and flat. Fluorescence as a biological process is only about one per cent efficient, so requires 100 times more light than imaging techniques based on reflection. ‘Food safety is one of the structural pillars of Bühler,’ said Kelf. Along with tackling aflatoxin in maize, Bühler has built its Sortex A machine that can reduce vomitoxin in wheat. The system can remove 50 per cent or more of vomitoxin with only a 10 per cent loss of product.

Bühler’s NIR Multi Online Analyser monitors moisture, protein and gluten in grains and flours, as well as ash content, water absorption and starch damage. Credit: Bühler
‘This can turn a harvest from being unfit for human consumption to one that is safe to eat,’ Kelf said. ‘That can have an enormous benefit, not only to the yield the customer gets because it’s gone from effectively nothing to 90 per cent of the total, but it increases the amount of food for the planet, which is good for everyone. It also makes everything we’re eating safer. Making sure the food grown is processed to a high degree in terms of food safety and food quality benefits everyone.’
The system identifies wheat grains contaminated with vomitoxin based on a spectral signature. It uses a number of specific wavelengths in the infrared.
Advanced sensing
Bühler has also developed an online Colour and Specks Measurement Unit, which includes a digital camera with built-in optical reference tiles. It measures the colour of flour or semolina in the CIELAB colour space that corresponds to the human eye’s response to colour. A traditional approach to checking the quality of flour or semolina would be for the head miller to inspect the product in the palm of his hand. The camera is designed to mimic what the miller would see.
The unit gives a colour measurement in real-time as the product flows past. The camera can also count and classify unwanted black or brown specks – 80µm or larger – in the flour and semolina, which indicates processing deviations. The information is then used by the miller to adjust the process to meet the required specification, Hahne explained. A quality specification may allow a maximum of 25 black specks per squared decimetre for high-quality semolina for pasta production.
‘Bühler is always looking for incremental improvements through R&D, either reducing cost or improving quality,’ Kelf said. ‘Can you improve the image quality with a lens without adding too much to the cost, for example.’
Looking further ahead, the company is investigating ways of using near-infrared spectroscopy to measure and sort single grains, according to properties such as protein content or moisture, but doing so at high industrial capacities. ‘That’s an exciting prospect for the future,’ Kelf said.
Having scanned data from ‘point of produce’ is a game-changer for growers, buyers and food manufacturers, writes Ahmed Korayem, technical marketing lead at Si-Ware Systems

The future of food and agriculture may literally rest in our hands. The ability to evaluate and spot check the quality of the harvest no longer requires a time-consuming process of sending a sample to the lab for analysis by large expensive equipment. Instead, Si-Ware Systems has brought the lab to your hand in the form of a configurable spectral scanner – the NeoSpectra-Scanner – that can analyse grains, plants, fruits and feeds at the touch of a button, whether in the field, the silo, or the truck.
Quick and accurate handheld spectral scanning technology offers a new use model for the entire agriculture and food processing industry, eliminating the need for a central lab and the $20,000 to $100,000+ analysis instruments that currently do the job. This new approach provides farmers, buyers, shippers and food processors a means not only to streamline but also to enhance conventional quality control – from farm to fork – through frequent, instant analysis at any point in the journey. Production costs are reduced, quality stays consistent and decisions about product can be made on the fly.
A strategic advantage throughout the supply chain
The range of capability offers a major strategic and financial advantage at each stage of the value chain, from growers to traders and producers, and even regulators. Through spot-checks in the field, growers can expect to ensure and document the quality of the products they produce – as well as the integrity of the soil and fertilisers. Based on frequent, easy and cost-effective analysis of their crops, they can monitor chemical content and optimise different parameters, including soil, sun exposure, water and fertiliser, to maximise yield, flavour, or colour.
By the same token, traders can base their pricing on the verified quality of the traded foods – even to the point of detecting counterfeit or adulterated foodstuffs. Food processors will be able trace product quality across the supply chain when scanned data is automatically uploaded to the cloud by suppliers. This will provide an important tool for regulators as well. With the advent of the block chain of food, consumers will be able to trace the quality of the food they buy and how it was handled throughout the supply chain.
Testing by a major food producer
In Europe, a major food manufacturer was faced with a challenge. It needed to ascertain the quality of wheat it buys from farmers for its flagship boxed food product, which commands a higher retail price. Product quality depends on a particular strain of wheat that offers the right texture and flavour. While the manufacturer has a central food lab to test samples for the right degree of moisture and protein content, collection and analysis of samples from the farms takes days. The result is a significant delay before a decision can be made whether to accept incoming grains to be processed.
The food manufacturer contacted Si-Ware looking for a solution to solve this problem. Using a five-step procedure, Si-Ware’s product team transformed the NeoSpectra-Scanner into a portable and handheld wheat analyser.
A five-step set-up procedure for application readiness
The simple process consists of collecting appropriate samples, measuring the samples with a reference method such as bench equipment or wet chemistry, collecting spectra with the scanner from the same samples, developing analytical models from the measured data, and deploying the models on the scanner with customised software that can be an application on a smartphone or table.
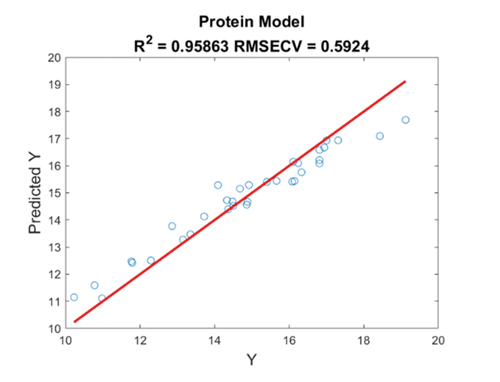
Figure 1: The values of protein content predicted by models against those obtained by reference values. Results show good correlation between predicted and reference values of protein content with small error in prediction
The results of the five-step procedure were very satisfying. The ratio of performance deviation (RPD) is a widely used degree of merit to assess the accuracy of the models developed by NIR spectroscopy. The RPD of the models developed using spectra collected with the NeoSpectra-Scanner to predict moisture and protein content were 3.6 and 3.1 respectively. Figure 1 shows the values of protein content predicted by the models against those obtained by reference values. The results show good correlation between predicted and reference values of protein content with small error in prediction.
Handheld spectral scanning: moving analysis to the source

The NeoSpectra-Scanner
The advent of handheld spectral sensing promises to be a game-changer for growers, buyers and food manufacturers. Being able to send potential buyers QC data or protein content will add a ‘seal of approval’ to the product that will streamline the sales process. Ultimately, having scanned data from ‘point of produce’ may become the de-facto standard throughout the industry for safety and traceability.
