With first light planned for 2027, the European Extremely Large Telescope (E-ELT) is set to be the largest optical/near-infrared telescope in the world. The €1 billion structure is being built under the direction of the European Southern Observatory (ESO), but the scale of the project has pushed the optics industry to advance optics manufacturing and metrology techniques to new levels of precision.
The planned site of the telescope is on top of the Chilean mountain Cerro Armazones. Its primary mirror, also known as M1, will comprise 798 tessellated quasi-hexagonal segments, each 1.4m across, 50mm thick and weighing 365kg. They will be mounted 4mm apart in a concave elliptical structure to form a continuous surface, approximately 39m in diameter, offering a light-collecting area of 978m2 – it will be able to collect more light than every operational 4m or larger telescope combined, resulting in images 15 times sharper than the Hubble space telescope.
The sheer size and complexity of the E-ELT primary mirror limits the number of manufacturers able to handle such an undertaking in ESO’s desired timeframe, which therefore poses a considerable challenge, according to Caroline Gray, site director of the OpTIC Technology Centre at Glyndŵr University in St Asaph, Wales: ‘There are very few firms that can actually bid on this, not only because of the technical constraints, but also the commercial rules laid down by ESO, which negate the creation of a special company to do this; it has to be an existing organisation with a certain level of turnover.’
While the contracts for the primary mirror are yet to be dealt out by ESO, they are due to be assigned and announced by the middle of the year, according to Marc Cayrel, project manager for the optics of the E-ELT at ESO. ‘We are about to launch the fabrication of the primary mirror optics through different contracts,’ he confirmed. ‘We have a contract for the material of the substrate that will be launched in June. The polishing contract will also be launched before the middle of this year. A third contract for the support mechanics will also be issued mid-2018.’
In the meantime, a primary mirror contract has already been awarded to FAMES, the consortium of Fogale Nanotech and Micro-Epsilon, for the final design and manufacture of the edge sensors, sub-nanometric precision devices that enable the position of the primary mirror segments to be measured. ‘This was launched earlier this year and is a running contract,’ commented Cayrel. ‘We are also in the process of selecting the vendor for manufacturing the position actuators, which maintain and adjust the position of the segments to a nanometric level during operation.’ A set of three position actuators behind each mirror segment will maintain the parabolic shape of the overall mirror. The edge sensors will then provide direct feedback to the position actuators, to ensure precise reconstruction of the mirror shape.
In the early Phase B development of the E-ELT, which took place between 2008 and 2013, ESO became aware that the optics industry had the capability to deliver the extreme specifications of the telescope. ‘This is a new era in optics manufacturing; we have reached a level where the optics industry allows us to make high performance optics,’ said Cayrel. It was still to be determined, however, whether or not the advanced optics could be mass-produced in the desired timeframe. ‘In a couple of areas we had to demonstrate that certain capabilities could be transformed into capacity for mass production,’ Cayrel continued. ‘All of the development that was done in Phase B focused on demonstrating that all of the manufacturing processes are robust and allow the production rate we wish to achieve.’
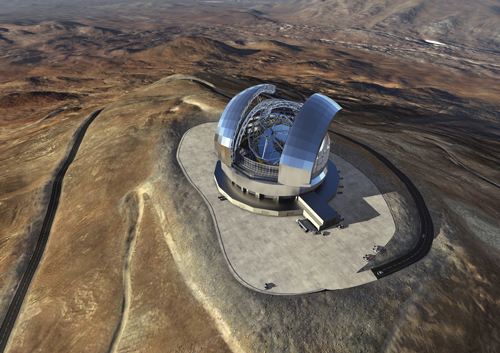
Artist's depiction of the Extremely Large Telescope on Cerro Armazones in northern Chile
Throughout the development of the E-ELT, ESO has been determined not to take a path where it has to rely on future research and development in order to carry out the project. ‘Our goal has always been to demonstrate that we can make the E-ELT with existing technologies,’ confirmed Cayrel. ‘We [therefore] had to adjust the optical designs so that the industry had the capability to make them, without having to develop expensive and complex new facilities.’ The E-ELT was originally designed to be a 42m telescope; however, according to Cayrel, it was amended to be a 39m telescope to better match the capabilities of the industry.
The E-ELT project has proven to be highly beneficial to the European optics industry. ‘The primary mirror is made up of tens of thousands of components, and the contracts that we have placed for making those optics will benefit the optics market, because of the developments that need to be done to make them, such as developing the metrology system and the manufacturing equipment that need to be set up,’ said Cayrel. ‘For the polishing of the mirrors, an entire factory will be set up 4,000m2 in size and full of production and testing equipment, all of which will be procured in the European market.’
Gray, of the OpTIC Technology Centre, added: ‘It’s massively influential as a project scientifically, and so for the industries that surround that science, it’s as if a gauntlet had been laid down by the industry to the manufacturers… it’s created a commercial business, secured the technology for the industry, and forced the industry into developing that technology.’
A gleaming finish
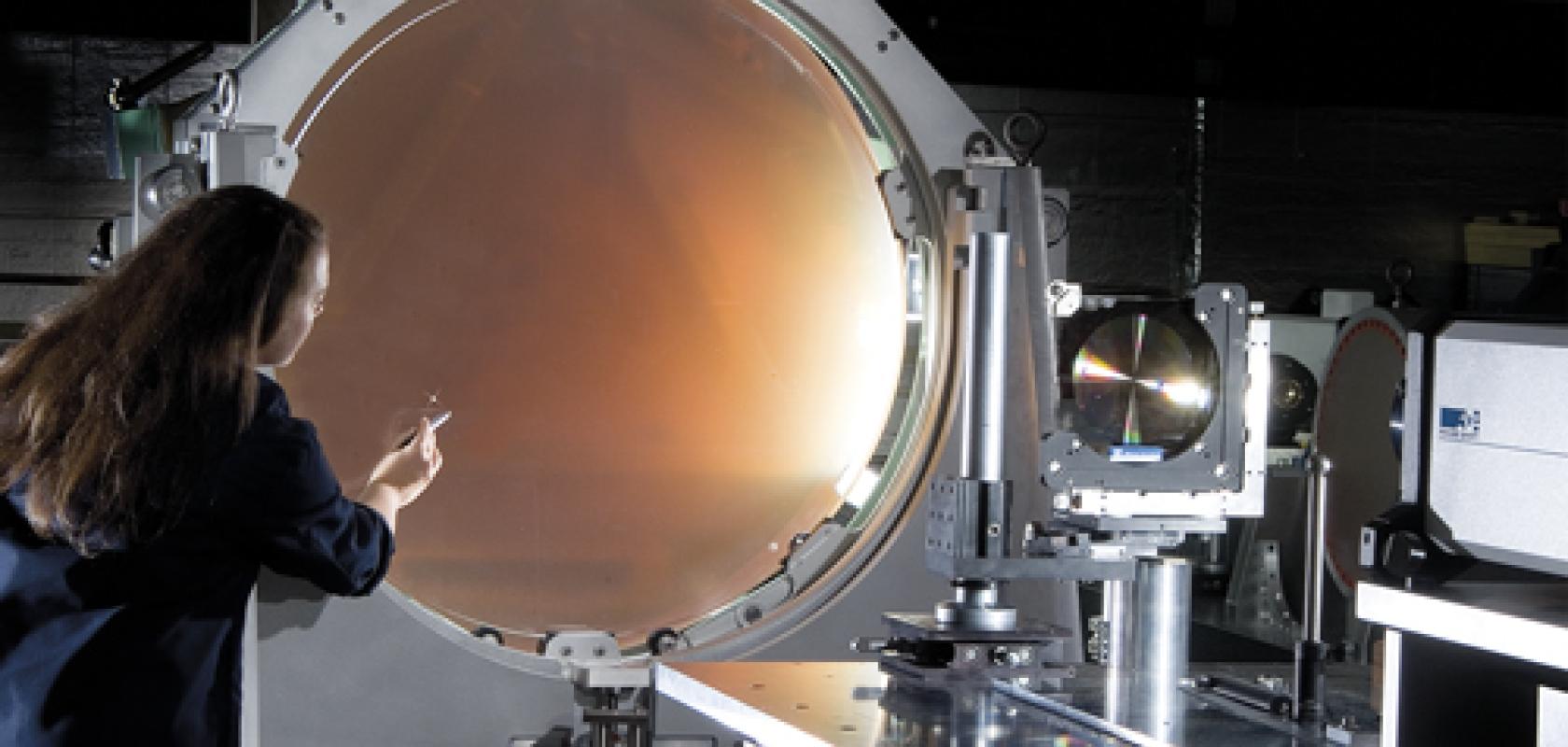
Among the extreme specifications of the E-ELT are the high degrees of precision that its mirrors must be polished to – to within 7.5nm in the case of the primary mirror. Such an undertaking had not been attempted in the volumes of the E-ELT before. A contract was awarded to the Glyndŵr University OpTIC Technology Centre, with the task of developing a new process for polishing several prototype segments of the E-ELT primary mirror.
Glyndŵr Innovations produced the JP Cam vacuum system window for the J-PAS Telescope in Sierra de Javalambre, Spain
‘The reason they wanted new technologies was because the typical lead time for conventional methods was at best 26 to 30 weeks per mirror segment,’ explained Gray, who helped lead the team carrying out the contract. ‘To meet its build schedule, ESO needed to produce a mirror every one and a half days, so it needed a very different way of producing them.’
The Glyndŵr team therefore had to take an approach that differed from the conventional method of using a large stiff tool to roll across the surface of the glass and over the edge, which often created edge rolling defects where the tool left the glass. These defects were then removed by cutting the mirror, as they would otherwise have a negative effect on telescope performance.
Using a small sub-aperture tool on a seven-axis computerised numerical control (CNC) machine, the Glyndŵr team were able to achieve very controlled, consistent polishing right out to the edge of the hexagonal mirror segments, enabling them to produce the world’s first polished ‘straight’ edge on a hexagonal optic. Rather than creating an edge rolling defect, the process instead created an edge upstand, allowing it to be corrected in a secondary process without needing to cut the mirror.
The project, according to Gray, which finished towards the end of 2015, introduced a process to industry capable of delivering exceptionally high quality astronomical telescope optics within a very acceptable timeframe. ‘The process we developed was scalable in its approach, in that it could meet ESO requirements,’ she said. ‘It could help whoever carries out the final production.’
The Glyndŵr team has since formed a commercial group, known as Glyndŵr Innovations, that is able to design, fabricate and build optical systems up to 2m in size. ‘We’ve maintained that ability for producing ELT-type mirrors, but we now operate commercially,’ commented Gray. ‘We’ve been very successful – in our first year, we’ve delivered four key large optics projects.’

The secondary mirror substrate for the E-ELT will be cooled in a cooling furnace for several weeks
While the E-ELT is set to dominate astronomical optics in the southern hemisphere, the northern hemisphere pole position will, over the next ten years, be claimed by the Thirty Meter Telescope (TMT), another extremely large telescope under development by American, Canadian, Indian, Chinese and Japanese entities.
Laser manufacturer Coherent has been contracted to manufacture segments of the 30m primary mirror of the TMT. According to product line manager Michael Orr, ‘This type of optics fabrication isn’t what Coherent is typically known for, but in 2015,T Coherent acquired Tinsley Optics from L-3 Communications, in part to integrate large form factor optics for our excimer laser annealing systems.
‘The expertise already at Tinsley has a long track record, in many applications, including telescope mirrors.’
The TMT segments will be polished to the correct optical shape from glass blanks using stress mirror polishing, a technology that provides a relatively straightforward way of producing complex aspherical shapes. ‘Stress mirror polishing produces extremely smooth surfaces with no edge artefacts,’ said Orr. ‘It is also extremely productive and is thus the ideal technology for producing the large volume of mirror segments needed for the current generation of large ground-based telescope mirrors.’
Stress mirror polishing has previously been used to polish the mirror of the Keck Telescope, a 10m optic composed of 36 hexagonal segments. Here, mechanical linkages were used to warp the mirror segments, according to Orr; however, for TMT, Coherent will instead use a computer controlled electro-mechanical fixture. ‘The fixture is much faster to set up, relative to the Keck version, and its design allows for higher productivity polishing.’ The segments will undergo form metrology and polishing iterations until they reach the desired specification, where they will then be ready to cut into the hexagonal shape of the final mirror.
Coherent intends to scale up its production in order to meet the requirements of the TMT, according to Orr: ‘We are invigorated by the challenge to support the volume of mirrors required to build the TMT. This will require Coherent to leverage lean manufacturing processes to identify and eliminate waste and optimise product flows for efficient manufacturing.’ With development of the blanks well underway, Coherent expects to begin polishing the mirror segments in the second half of 2018.
Weighted optics
While contracts are still being assigned for the E-ELT’s primary mirror, the secondary and tertiary mirrors of the telescope have already been fully contracted by ESO. ‘The industry has started setting up the facilities for producing the mirrors,’ confirmed Cayrel.
The secondary mirror (M2) of the E-ELT will be a 100mm-thick meniscus convex mirror measuring 4.2m in diameter and weighing 3.5 tonnes. ‘The M2 is a challenge, because it is the largest convex mirror ever made and it is very aspheric,’ Cayrel said. ‘The challenge is to develop the metrology system combined with the polishing system, so that we can converge towards our requirements.’

The final inspection of a 1.4m prototype mirror segment for the E-ELT primary mirror at Glyndŵr University
The casting of the blanks for the secondary mirror began at the beginning of May and is being carried out by Schott, a manufacturer of specialty glass and glass-ceramics. ‘Due to the very narrow specification for the quality of the glass, the melting and casting had to meet extremely high demands,’ said Dr Thomas Westerhoff, director of strategic marketing for Zerodur advanced optics at Schott. The company has previously been contracted by ESO to produce the world’s largest monolithic mirror blanks for the Very Large Telescope in the early 1990s.
Once a mirror substrate has been created from the blanks, it will rest in an annealing furnace for several weeks and be crystallised into Zerodur, Schott’s own a lithium-aluminosilicate glass-ceramic material that offers an exceptionally low thermal expansion coefficient, meaning it will hardly expand at all under temperature fluctuations. ‘Even chemically, the material is very resistant and can be polished very well. The result is a mirror substrate that offers extremely sharp images,’ said Westerhoff.
The mirror substrate will then be ground at Schott’s new five-axis CNC machining centre into an extremely curved shape, bringing it close to its final geometry. ‘The machining is so precise that Zerodur mirror substrates can be ground with a surface shape tolerance of less than 100µm,’ Westerhoff noted.
Once finished in January 2019, the substrates will be sent to high performance optics manufacturer Safran Reosc, which has been awarded the contract to polish them. ‘For the polishing, the most difficult challenge is the development of the metrology system for the secondary mirror, because of its convex shape,’ Cayrel said. ‘The M3 mirror, however, does not require extraordinary metrology developments because it is concave and only slightly aspheric; however, we still needed to find a facility large enough to make it, it will also be polished by Safran Reosc.’ The casting of blanks for the 4m, 3.2-tonne thin meniscus tertiary mirror will be carried out by Schott in August, with the final optic expected to be delivered in June 2019.
The quaternary mirror (M4) of the E-ELT is also extremely challenging, according to Cayrel, because it comprises a 2.4m, six petal adaptive optic system that uses up to eight thousand actuators, allowing the surface to be readjusted at very high time frequencies. The mirror will correct in real time for high order wavefront errors and small amplitude residual tip-tilt adjustments.
‘We started the construction for this one back in 2014. We have a running contract for designing and making the electromechanical system, and we are in the final design stage now, which should be completed this year,’ said Cayrel. ‘A contract is also placed to manufacture the thin shells, 2mm-thick membranes that will form the six petals of the mirror. This is being done by Safran Reosc.’
The substrates for the quaternary mirror were delivered by Schott last year and, according to Westerhoff, the firm has also made a bid to take part in the production of the primary mirror.
The fifth and final mirror of the E-ELT, M5, is a fast steering, ultra-lightweight flat tip-tilt mirror whose main purpose is to compensate for image motion at frequencies of up to a few hertz. It is flat and elliptical with dimensions approximately 2.7 x 2.5m. ‘We have a very good sense of what we want for the M5 now, and we will start discussing it with the industry in the second half of this year, looking to start production by mid-2018,’ said Cayrel. ‘This is the real-time image stabiliser for the E-ELT. It is about 400kg.’
In order to unravel the science behind the expanding universe, astronomers measure the slow drift of cosmological redshifts, an observation that requires spectrograms to be measured highly accurately, because the expected redshifts are exceedingly small. Laser frequency combs are therefore needed to interpret the measured absorption and emission lines in a spectrogram, due to their evenly distributed comb lines, which act as a very stable, reproducible calibration tool for astronomers.
Since May 2016, Heriot-Watt University in Scotland has employed a laser frequency comb in the Southern African Large Telescope (SALT) to analyse the colour content of distant stars and galaxies with great precision. The laser frequency comb in question is a Laser Quantum Gigajet titanium sapphire femtosecond laser running at 1GHz repetition rate that delivers up to 1.8W of average power at 1GHz with optical pulse durations as short as 15fs.
Laser Quantum’s most recent frequency comb system is called the Taccor comb, and offers a stabilised repetition rate and carrier-envelope offset frequency. It extends the long-term stable operation of the 1GHz Taccor femtosecond laser to frequency comb applications.
