The advent of lasers in the 1960s opened up a new avenue for optics dedicated to an exciting and revolutionary technology. Over the years, the study and development of new laser optics has matured into an exciting and rapidly growing field with a wide range of branches and applications. From sensors and spectrometers to optical computers and lidar systems, there is no shortage of photonics technologies demanding their own type of laser optic – each presenting its own opportunities and challenges.
Overcoming the extremes of the USP regime
One such technology that has created challenges for optics manufacturers, and which has seen uptake across a wide range of fields and applications, is ultrashort[1]pulsed (USP) lasers. These lasers are characterised by their high-intensity pulses with ultrashort durations in the order of picoseconds (10-12s), femtoseconds (10-15s), and even attoseconds (10-18s). Such pulses can have extremely high peak powers and can be used to deliver exceptional levels of precision when interacting with industrial materials and biological tissues.
Cory Boone, Technical Marketing Manager at Edmund Optics, explained that such precision can be achieved due to how ultrashort laser pulses interact with different materials: “Rather than heating materials in order to process them – as is traditionally the case with laser technology – USP lasers instead break down the atomic bonds connecting the molecules of the material.”
Contamination can be introduced to high-power UV systems when the laser light interacts with water vapour and airborne contaminants (credit: Edmund Optics)
“Such lasers can therefore be used to achieve extreme levels of precision when processing materials ranging from glass to ceramics, metal and even biological tissue. This is done without inflicting thermal damage to the surrounding areas of the workpiece – as would be the case with Andrei Mihai shares how optics manufacturers are having to navigate the many avenues of the laser industry Responding to the many challenges of laser optics manufacturing nanosecond-pulsed or continuous-wave lasers, for example.”
Consequently, USP lasers have been deployed to great effect in manufacturing (cutting ultrathin glass for smartphones, for example), medicine (delicate eye surgery, for example) and a wide range of other applications. Microscopy, for example, is another field where USP lasers are making waves. “Multiphoton fluorescence microscopy uses USP lasers to create 3D images of biological samples with reduced phototoxicity compared to conventional microscopy techniques,” says Boone. “This technique is used for imaging the brain, retina, and many other types of biological tissue. Other types of fluorescence microscopy, using more conventional laser sources, would cause damage to the inspected samples.”
To deploy the many advantages of USP lasers across such a broad range of applications, the extreme intensities of their pulses must be delivered and manipulated effectively. This creates many interesting challenges when producing optics for such systems.
“I’d say that what separates USP laser optics in general, even from other types of laser optic, is the extreme level of precision required,” says Boone. “Ultrashort laser pulses can reach extremely high intensities, and so if even a small fraction of that light was absorbed or reflected somewhere it shouldn’t, that could potentially be catastrophic.”
In addition to being able to withstand extreme intensities without being damaged, USP laser optics must also deal with chromatic dispersion, a phenomenon where different wavelengths of an ultrashort laser pulse arrive at their destination at slightly different times, which would hamper the capabilities of the laser unless addressed. Firms such as Edmund Optics have therefore made considerable R&D investment over the past decade to develop unique optical materials and coatings aimed at overcoming these challenges.
Most of Edmund’s development work in USP laser optics has been in coating development and metrology, according to Boone. “The coatings must be specially designed to minimise or compensate for pulse spreading, as the chromatic dispersion inherent in optical materials elongates pulse duration,” he says.
“Stretching out the pulses results in lower peak powers, reducing performance and potentially rendering laser systems useless. Thankfully, pulse compression coatings minimise these effects and maintain system performance. We are also developing USP assemblies, such as laser beam expanders.”
However, quality control is also critical when manufacturing any product, and so Edmund has also invested heavily in metrology systems to guarantee the specifications of its USP optics – such as white light interferometry to measure chromatic dispersion and laser damage threshold testing.

An example of the kind of laser-induced damage that can happen to the surface of optics due to high-power lasers (credit: Edmund Optics)
New wavelengths, new challenges
Another, more recent, development creating challenges for optics manufacturers is the emergence of lasers operating in ultraviolet (UV) wavelengths. UV light has more energy than visible and infrared light and can be focused down to smaller spots to increase system resolution and precision. This has seen UV lasers be adopted strongly across a wide range of applications including: materials processing (e.g. in the microelectronics industry for the production of semiconductor devices such as integrated circuits, LEDs, and photovoltaic cells); medical treatment (e.g. in dermatology for treating skin conditions and removing tattoos, or for corneal surgery); microscopy and spectroscopy.
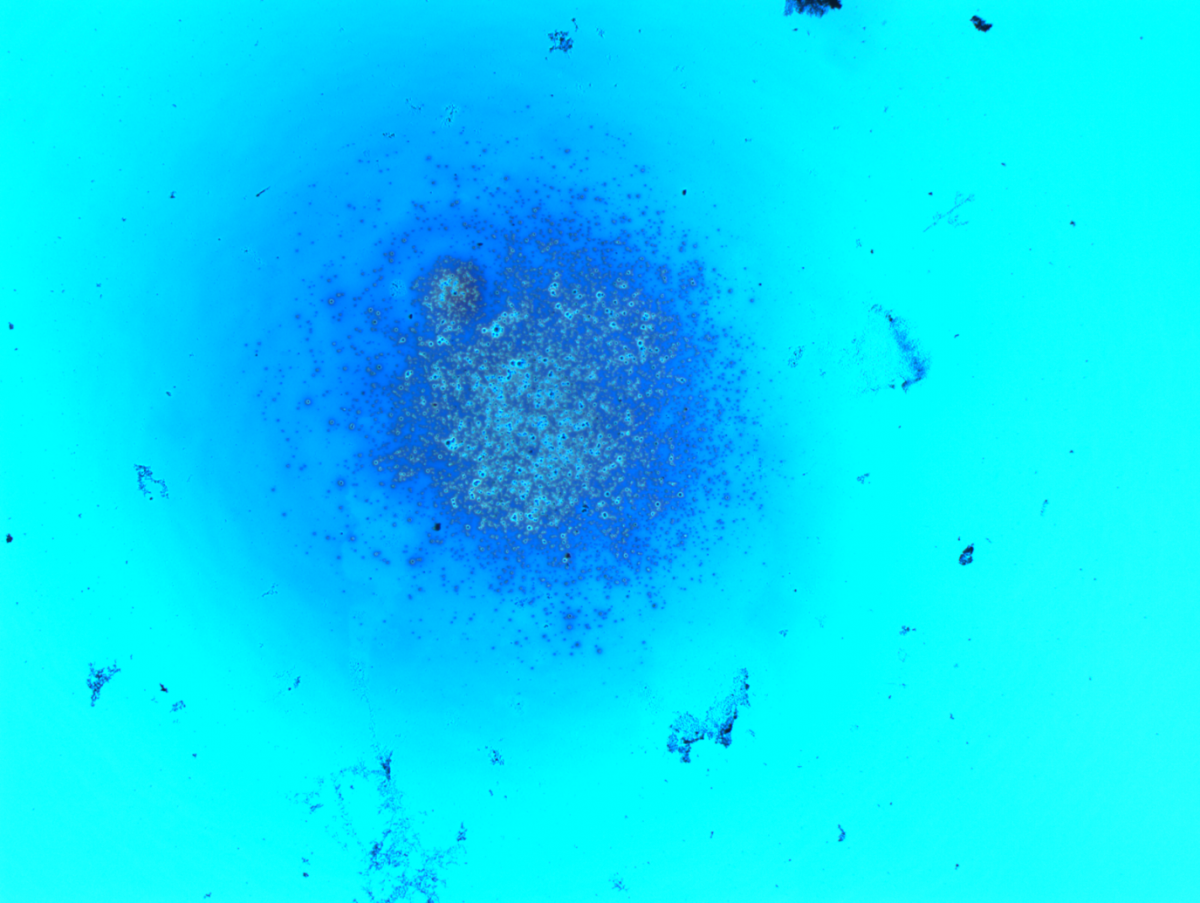
Similar to USP lasers, special optics and coatings are required to wield UV wavelengths effectively – some UV lasers are even USP lasers – and overcome the unique challenges presented by this wavelength. For example, according to Boone, high-power UV light can interact with water vapour and airborne contaminants within a laser system, which produces contaminants on the optics and can reduce overall performance. Edmund Optics uses several unpublicised “clever system design tricks” that help minimise such effects.
“As is the case when developing USP optics, coating design and the cleanliness of the optics is especially important,” says Boone. “However, UV-induced contamination poses a unique challenge for high-power UV optics. Edmund has therefore invested in measuring the long-term effects of high-power UV illumination to model how this contamination forms and compare different technologies and cleaning techniques for mitigating UV system performance degradation.”
Taming the many-headed laser beast
Laser technology has been both a blessing and curse to optics manufacturers. Its diverse range of applications – each requiring different power, wavelength and pulse duration – creates a great level of demand for many different types of optic. However, at the same time, optics manufacturers have had to overcome many technical challenges to develop optimised products each time a new laser application or wavelength has emerged.
“That is the challenge for the optics industry: the requirements of each laser system are so different,” says Barbara Herdt, Head of the Laser Optics Business Unit at Laser Components. “Today, we are dealing with an extremely wide range of laser types, each of which places highly specific demands on the optics. This range extends from petawatt lasers for research facilities to USP lasers in micromaterial processing and continuous-wave lasers for cutting and welding in industry. Consequently, as optics manufacturers, we have to be ready for anything, and must therefore anticipate new laser applications as they emerge – and any unique challenges they may present. This means ensuring we have the skilled personnel, production facilities, and measurement capabilities to be able to respond quickly to new requirements with our usual high quality.”
Over the years, Laser Components has accumulated an array of measuring systems with which it can evaluate every conceivable parameter of its optics.
“Our R&D team has worked to further automate our damage threshold measuring station to be able to record this value even faster and more accurately,” says Herdt. “After all, a high laser damage threshold is becoming increasingly important. In addition, we now have a cavity ring-down (CRD) measuring station at our disposal. This is a particularly sensitive measurement method that can also be used to measure reflection values above 99.95% for mirrors. Major industrial laser manufacturers now expect such values as standard. This is because depending on the application, high reflectivity offers crucial advantages such as more efficient use of laser power due to less loss in the system or laser.”
In the CRD process, pulsed laser light is injected into a passive optical resonator. After each cycle, the power of the transmitted light is measured to determine the optical quality of the resonator. The new measuring station is designed for 1,064nm, 532nm, and 355nm wavelengths, and measures the reflectivity for angles of incidence of 0° and 45°. The laser used delivers a pulse energy of up to 140µJ for a pulse duration of 1ns, providing higher accuracy than other CRD measuring stations.
“Prior to having this CRD measuring station, we were only able to calculate the reflectivity of optics from the results of transmission measurements,” says Herdt. “With this, we were only able to guarantee reflection values up to 99.95% perfectly. Now, however, we can provide customers with proof that their custom optics have the desired reflectivity – even if the gap to R = 100% is in the parts per million range. What’s more, measurements with the CRD measuring station only take a few minutes, which is considerably faster than with the previous method. This means that we can also test all the optics from one batch if necessary.”
Laser integrators and users can therefore now be sure that their optics meet those high reflectivity specifications, especially for custom-made individual pieces.
Further to powering up its measurement capabilities, in recent years Laser Components has also improved its ability to produce different optical coatings. The firm has typically used a range of coating methods, including: an electron-beam process, in which the coating materials are evaporated in a vacuum; ion-assisted deposition (IAD) and plasma-ion-assisted deposition (PIAD) processes. However, the firm recently observed that especially with large optics, there is an increasing demand for even more complex coatings. “That is why we have also invested in a large ion beam sputtering (IBS) system,” says Herdt. “Here, the coating material is knocked out of a solid metallic or oxide ‘target’ by an ion beam. This imparts enormous kinetic energy to the particles, resulting in extremely dense and homogeneous coatings. This will enable us to produce complex large-area coatings and at the same time meet the increasing demand for high complex coatings in our usual high quality.”
An exciting future
Ultimately, the past six decades of laser development have led to the field becoming incredibly diverse, with each area offering its own opportunities and challenges. According to Herdt, the innovation of the laser industry shows no signs of slowing down, with plenty of room still to grow. “From the picosecond, femtosecond and attosecond lasers of the USP regime, to the latest UV or high-power continuous[1]wave lasers, every branch has an exciting future,” she says. “As we are focused on customised optics, we are already looking forward to the next challenges presented by our customers. Having them place new requirements on the end product helps us expand our capabilities even further.”
Sponsored: Hard gold coated mirrors aid high-power fibre laser applications
Industrial Ytterbium ~1 micron wavelength near infrared fibre lasers first emerged in the late 1990’s. At this time, they were less than 10W of optical power and standard coated BK7 could be used for both reflective and transmissive beam delivery optics. During the 1990’s, fibre laser development moved at a very rapid rate with 100W and then 200W lasers becoming industrially available in the early 2000’s. At these power density levels, in some applications, BK7 became infeasible due to thermal effects. There are two main effects:
- Thermal lensing due to refractive index shift as well as uneven thermal expansion;
- Thermally induced coating wavelength shift giving reflectivity and absorption shifts.
High quality oxygen free fused silica with suitable dielectric coatings became the best choice for transmissive and reflective optics for these applications. Subsequently, fibre laser development has continued at an accelerating pace with up to 10kW TEM00 lasers now being offered. Similarly, the parallel technology of thin disk lasers is offering lasers with comparable power levels. These power levels present massive challenges to the design of beam processing and delivery systems, bringing into question the survival and performance of coated fused silica optics.
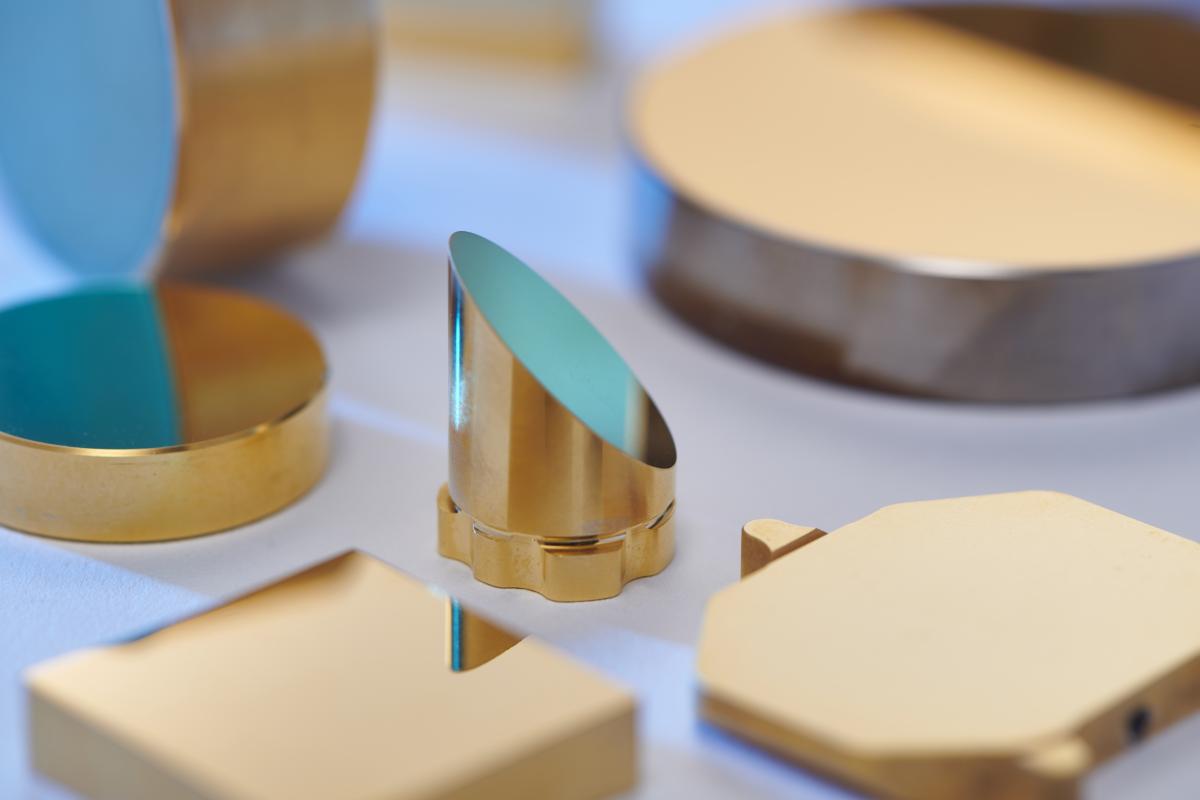
A novel solution for reflective optics for high-power near infrared lasers is the use of hard gold coated copper mirrors. Hard gold coated nickel copper (NiCu) mirrors are the most widely used of all the Cu mirror types. They consist of a copper substrate, precision lapped to the required surface form, plated with a thin layer of nickel which is polished and hard gold coated. They have been industry standard in 10.6 micron CO2 laser applications for decades. They are also currently being used in multiple industrial applications with high power fibre lasers with great success. The features of hard gold coated copper mirrors include:
- Robustness of the hard gold coating has been demonstrated industrially at high laser power intensities for both CW and pulsed applications.
- The gold coating on copper is more resistant to runaway coating failure due to minor contamination or scratches compared to dielectric coating on fused silica. This is due to the high thermal conductivity of both the gold coating and the copper substrate reducing localised temperature change.
- The gold coating has slightly lower reflectivity compared to dielectric coatings but this is mitigated by the dramatically higher thermal conductivity of the copper compared to fused silica. A ratio of approximately 270:1! Consequently, thermal lensing due to inhomogeneous thermal expansion is essentially eliminated.
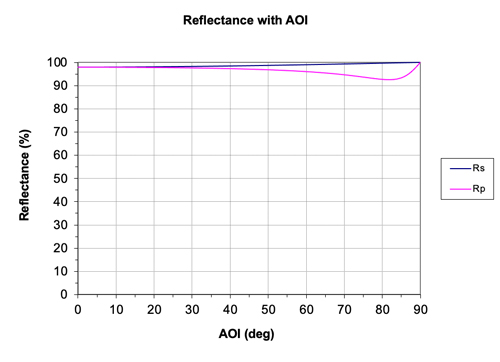
- The gold coating is largely insensitive to angle of incidence (AOI) and beam polarisation. Typically Rs and Rp of 97.9%R at 0° AOI and Rs of 98.5% and Rp 97.1% at 45° AOI at 1.07 microns wavelength. This feature extends to much greater AOI as shown in Figure 1.
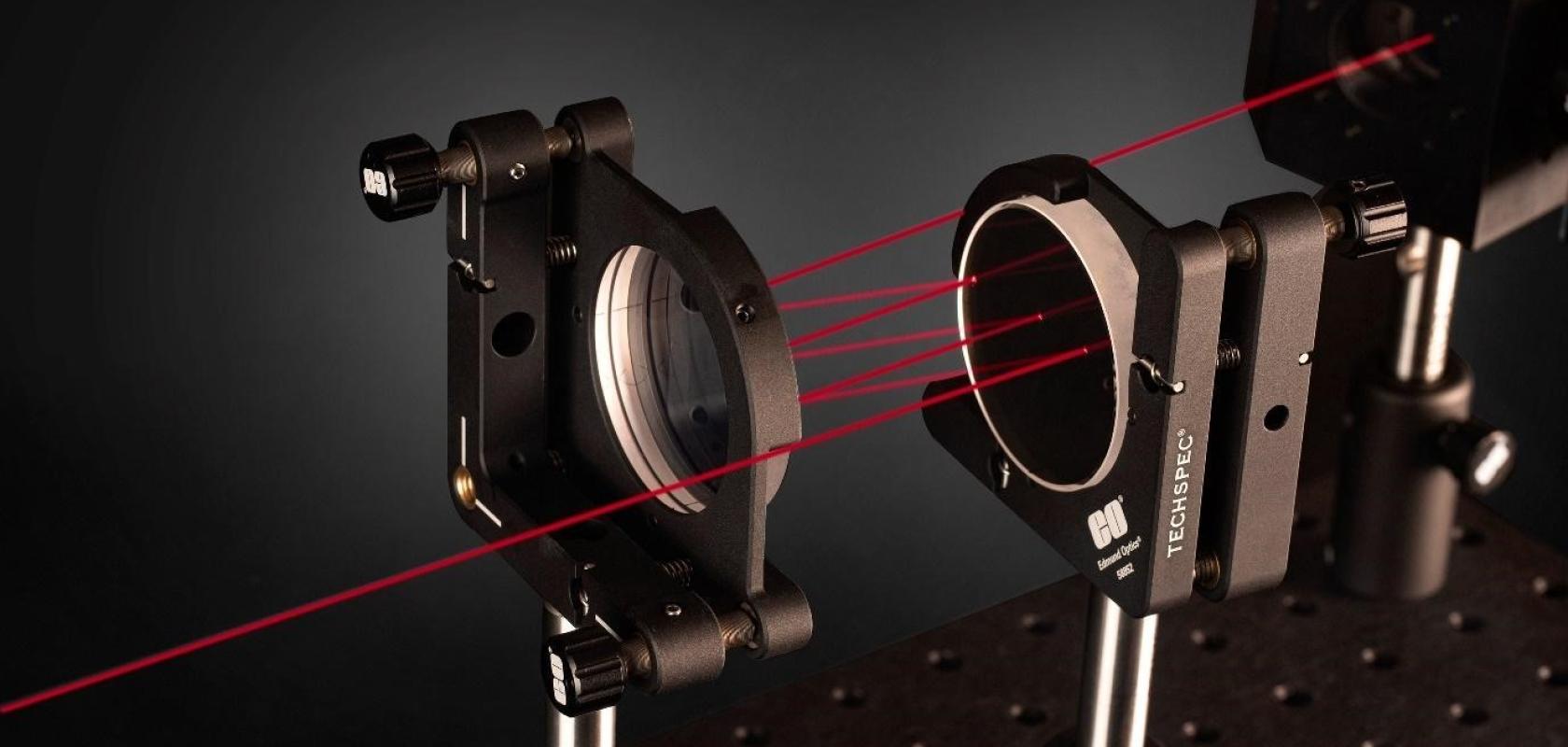
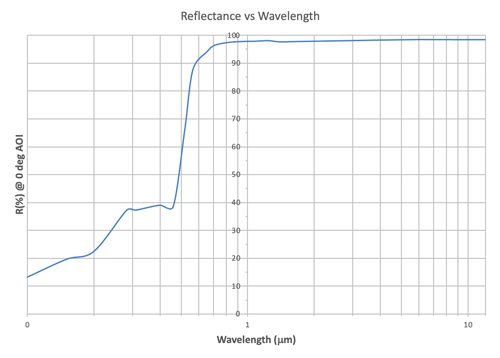
- Gold coatings are not limited to 1.07 micron wavelength, being useable at all wavelengths from 0.8 microns up to 10.6 microns and beyond. The feature of adequate reflectivity in the visible allows the use of coaxial visible pointing beams common with fibre lasers. See Figure 2.
- Unlike vacuum deposited hard gold coatings, electroplated gold never peels, flakes or delaminates.
- Water cooling channels can be incorporated into the copper mirror with custom mirror shapes being possible also with integral mounting holes and faces. These features offer direct cooling of the mirror as well as simplified mounting. These features eliminate thermal mount shifting effects.
- The mirror surface can be planar or can be single point diamond turned (SPDT) to a spherical, parabolic, toric or one of many other geometries. The mirror can have many functions other than just beam bending.
- If necessary, the gold surface can be removed and replaced to refurbish a worn scratched mirror surface. This can be attractive for complex mirror geometries.
Consequently, hard gold coated NiCu reflective optics avoid the problems of thermal effects on the bulk material or coatings common with coated fused silica optics, as well as offering a host of other benefits and possibilities.
More information
These mirrors are available from stock or to order for custom solutions from LBP Optics. Tel: +441767600877, email: sales@lbpoptics.com, web: www.lbp.co.uk.
