
Fabricating small features in glass or polymer optics has applications ranging from improving the efficiency of industrial lasers, to guiding light in lidar systems used in autonomous vehicles. Lissotschenko Mikrooptik has been developing complex beam shaping optics for lasers in consumer electronics manufacturing lines, while researchers at Paul Scherrer Institute (Switzerland) and TU Dresden (Germany), are discovering new ways to produce smoother polymer lenses in mass-production environments.
Optics on request
Developing micro-optics for new photonic processes can often take multiple iterations of designing, prototyping, trial and error, with each cycle requiring expensive fabrication equipment and many weeks to complete. While this is not an issue for the R&D labs of large optics firms designing new families of products for their customers, university researchers and smaller companies often lack the resources or time to experiment with new micro-optical designs in an efficient and cost-effective way.
To address these issues, Dr Matthew Currie, applications engineering manager at PowerPhotonic, a spin-out micro-optics firm from Heriot-Watt University, chose to develop an automated rapid prototyping process for freeform micro-optics as the final project of his engineering doctorate.
The process, known as LightForge, enables anyone with optical design capability to upload their own specifications to an online portal and have the resulting prototype delivered within two weeks at a standard price. According to Currie, approximately 40 per cent of PowerPhotonic’s micro-optics are designed this way, with LightForge acting as a subset of the firm's manufacturing process and requiring next to no manpower to operate.
A convex hexagonal array made using PowerPhotonic's LightForge
‘It’s a highly automated process,’ Currie explained. ‘We don’t have to move any files around at our end, the designs are automatically sent to the machine and production begins without any human input.’ To ensure customer designs can be manufactured effectively, certain dimensional limitations are in place around the process, for example only optics up to 50µm deep can be fabricated using LightForge. Using its conventional manufacturing techniques, PowerPhotonic’s optical surfaces are able to instead have lateral dimensions from 0.1mm up to 100mm and optical sag up to around 0.2mm.
Shaping light
PowerPhotonic’s micro-optics are fabricated using fused silica, a robust glass material consisting of silica in a non-crystalline form. The material is capable of handling high fluences and is therefore suitable for beam shaping in industrial applications – a fast-growing market and one of PowerPhotonic’s biggest product families, according to Currie.
‘We make at least ten different types of beam shaper and manufacture them in very large numbers now,’ he confirmed. ‘The demand for their use in high-power lasers has definitely been growing over the past three years, to the extent where there are now applications where beam shapers are fundamental to their operation.’
While industrial firms initially relied on the raw beam output of laser equipment to process materials, it is much more productive to configure these outputs into a more efficient shape using micro-optics, which ultimately leads to better quality, thicker and faster cuts of metal being made.
‘Typically our beam shapers fit into a laser processing head, consisting of a thin glass plate 1 to 2 inches in diameter and typically 1 to 2mm thick,’ Currie said. ‘We then etch tens or hundreds of microns into the surface to form our micro-optical structure, which spans an area of the plate dependant on the properties of the laser beam it will be shaping.’
The optics fabricated using both LightForge and PowerPhotonic’s conventional manufacturing processes are done so using the company’s own laser processing techniques.
‘PowerPhotonic invented a direct laser writing manufacturing capability, where a laser is used to remove material from a glass substrate in order to change its shape,’ said Currie. ‘The material can be removed in completely arbitrary ways to produce freeform surfaces.’
The firm uses a two-step manufacturing process that first forms the surface of an optic using direct laser writing, then finishes the surface using a unique laser polishing process to make it exceptionally smooth, while retaining a freeform surface shape. Both stages use the same laser system, according to Currie, which PowerPhotonic designs and produces itself.
To match the increasing demand for micro-optics, PowerPhotonic has had to expand its production by moving to a facility six times the size of its current premises. This will also enable the company to anticipate and address further increases in demand for micro-optics in the coming years.
‘We expect a certain number of emerging technologies to use a lot of micro-optics in the future, such as additive manufacturing,’ concluded Currie. ‘Similar to laser cutting, where they reached the limit of what could be done with a native laser output, additive manufacturing is reaching that same plateau. This is one area where we expect to see a lot of growth in the future, especially over the next five years.’
Lissotschenko Mikrooptik (Limo) also fabricates polished fused silica beam shapers, with its recently developed beam transformation unit now servicing the mobile device industry in the laser systems of production lines for flat panel displays.
‘This is part of our Activation Line systems for the technology used to lift off polymer-based flexible displays [during production],’ commented Dirk Hauschild, executive director and chief marketing officer at Limo. ‘This unique piece of technology changes the beam parameter product of a symmetric multi-mode laser source into a very thin, line-shaped beam optimised for processing the surface of displays.’
The key element of the beam transformation unit is a biconvex lens array measuring approximately 50 x 150mm with an anamorphic function and lens apertures between 1mm and 2mm. The array acts as a grating to split a laser beam into a diffraction pattern, where each diffraction order is a fundamental mode of the beam.
‘We rotate these fundamental modes by 90 degrees and put them together in one long line, so at the end… we have a line beam that has an M2 [value] close to the fundamental mode and a beam quality much better than the original beam,’ Hauschild explained. In total, the transformation unit reduces the M2 value from around 25 down to two or three, increasing the beam quality by approximately tenfold. An additional lens array is also used to increase the M2 value in the perpendicular direction for homogenisation purposes. As a result, line widths of 20 to 30µm are achieved with lengths of up to one metre using the transformation unit, according to Hauschild.
The flexible polymer displays of smartphones and smartwatches are produced on a polymer foil fortified by a glass substrate, and have to be separated from the foil at the end of the process without being destroyed. Limo’s beam transformation unit enables this by focusing UV laser light – and in the process configuring it with the right line shape and homogenous intensity distribution – onto the glass-polymer interface, which breaks the bond and allows the flexible display to be lifted off, free of damage.
Plastic optics
The beam shaping challenges experienced with glass optics are often the same as those that occur when using 3D printed or injection-moulded polymer optics, according to Hauschild, who explained that the end applications served by Limo’s micro-optics may also function using less expensive polymer alternatives.
‘Beam shaping works just as well with polymer optics, and we see a lot of new applications for them, for example in autonomous cars, as they have a lot of sensors, and glass optics are typically too expensive to use here,’ he said. ‘The dimension and functionality of injection moulded polymer optics make them very suitable for the lidar sensors of these vehicles, which provides a very nice market for them.’
Polymer micro-optics are also already well established in the smartphone industry and are increasingly being used for other consumer applications, such as in virtual and augmented reality headsets. For Limo to become a supplier of these applications in the future, it will need to turn its focus to include both polymer as well as glass optics. ‘Within our network we can see possibilities in the very near future to replicate the shapes of our glass optics in polymers, for [these] applications where the lower price of polymer optics is more suitable,’ remarked Hauschild.
Despite the increasing use of polymer optics, the demand for glass optics will still exist in the future because of the many advantages they have across present and future applications. ‘The biggest advantage of glass is its durability to withstand high temperatures and environmental radiation,’ Hauschild explained. ‘If polymer optics are placed in the sun for a few months, the UV light can change the structure of the polymers; this is not the case with glass. Glass optics can be used for longer operation times and in higher power density environments.’
Although a larger number of polymer optics already used in industrial applications can withstand a certain level of power density, for industrial applications where reliable, maintenance-free operation is needed, glass optics are still preferred, according to Hauschild, otherwise the optics would need to be changed every few years. Additionally, the durability, surface quality and high index offerings of glass enable designers to take advantage of functionalities that cannot be accessed using polymer optics, Hauschild concluded.
A smoother finish
Polymer micro-optics are increasingly being manufactured using two-photon lithography, an ultra-high-resolution 3D printing process that can be used to fabricate previously unachievable micro-optical designs. The drawback of the technique, however, is that it takes a significant amount of time to produce optical structures lacking in any imperfections or surface roughness.
Therefore a group of researchers, including Dr Robert Kirchner, a former Postdoc at Paul Scherrer Institute and now head of the 3D Mesoscopic Systems group at TU Dresden, has developed a new processing step that achieves ultra-smooth micro-optical surfaces in only a fraction of the time required by two-photon lithography.
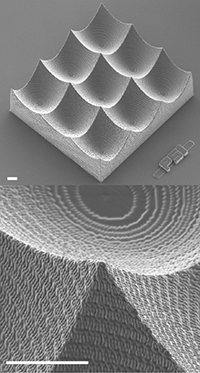
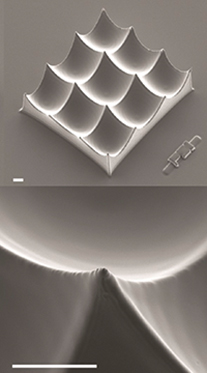
Dr Robert Kirchner and his colleagues' research has led to the development of processes capable of smoothing 3D printed micro-optics
Known as thermally activated selective topography equilibrium (TASTE), the new technique improves on pre-existing reflow processes, where a polymer is heated past its glass transition temperature, so it becomes viscous and flows across the optical surface to form a smooth finish.
‘This reflow process has been used for quite some time in the micro-optics industry…,’ said Kirchner. ‘The problem... is that only symmetrical structures can be made using this established process.’
Using TASTE, the polymer – polymethyl methacrylate (PMMA) in the case of Kirchner’s research – is instead exposed to a beam of electrons before heating, which causes its material properties to change. ‘The high energy impact of the electrons cuts down the long molecules of the PMMA to shorter fragments,’ explained Kirchner. ‘This changes the temperature at which the polymer starts to flow due to a reduced glass transition temperature.’
Before exposure, PMMA has a glass transition temperature of around 120°C, which is brought down to approximately 80-90°C after treating it with electrons or to below 50°C by treating it with high energy UV light of 172nm. By selectively controlling this treatment, the softening temperature across the different parts of the surface can be manipulated in a precise way. This means that when the polymer is heated, only the exposed areas will begin to flow, while the unexposed points are held in place, enabling the fabrication of a wider variety of optical structures, including asymmetric lenses.
‘This new process is a strong improvement of the pre-existing reflow process, as it produces and makes use of a lateral gradient of the glass transition temperature,’ Kirchner remarked. ‘The reflow process also works very closely to the glass transition temperature… [which] is important because it allows us to control and stop the reflow process at any of the intermittent positions, enabling us to customise the optics to the desired shape.’
With TASTE, Kirchner and his colleagues are targeting mass producers of micro-optics, such as companies using moulds to replicate lenses for smartphones or virtual reality headsets.
‘What we can provide is a type of fast post-processing that has generated lots of interest from high-volume production firms and research groups working on micro-optics,’ Kirchner confirmed.
‘The original lens – made for instance using two-photon lithography – is first copied into the PMMA material, which is then made smooth and copied again using a mould before being ready for use in [consumer] devices, so it’s an additional replication process. This has therefore been mostly interesting to those already familiar with optics replication.’
The researchers are currently working on removing this additional replication step by enabling TASTE to be used directly on the original material after two-photon lithography fabrication, without the need for PMMA. In order to do this, however, the group must first overcome a big hurdle in the chemistry of the process, according to Kirchner.
