Gravitational wave detectors Ligo and Virgo have opened a new window into the cosmos, detecting the faint ripples of distant colliding black holes and neutron stars. The Large Hadron Collider has already given us the Higgs boson and promises even more insights into the fundamental constituents of the universe as it begins its next run after another upgrade. And the new James Webb Space Telescope is on the verge of probing deeper in time and space than humanity has ever achieved before to spy on the very first galaxies that formed in the early universe.
These extraordinary big science instruments rely on a host of modern technologies, but they would be useless without the extreme precision optics that advances in polishing and finishing have provided over recent decades.
Producing a finished optical component capable of controlling light in a desired manner follows the same process, regardless of the material or shape required. From a block or other basic shape of material, an initial blank is hewn that is roughly the desired dimensions. This blank then goes through several stages of grinding, at each step using softer tool materials and generally smaller grit size.
Grinding brings the surface to within 1 to 5µm of the finished shape, but leaves a frosted appearance. This is why polishing is key. ‘I differentiate polishing from grinding by saying that, in grinding, the lap [working tool] is harder than what you’re trying to shape, and in polishing, it’s softer,’ said Peter Thelin, a former master optician at Lawrence Livermore National Laboratory (LLNL) who now runs Thelin Optical Consulting.
Polishing and finishing (also called corrective polishing) finalises the optical component’s surface form and, most importantly, removes surface and subsurface damage caused by the various stages of machining, leaving behind a smooth, shiny finish.
During his 44 years in the industry, Thelin has seen dramatic changes in polishing, yet the fundamental process remains the same. ‘The techniques are very similar, but the more high finesse you want, the more you have to control a bunch of variables so that they’re all very, very consistent,’ he said. ‘But all of these little variables become harder to control and it becomes harder and harder to predict.’
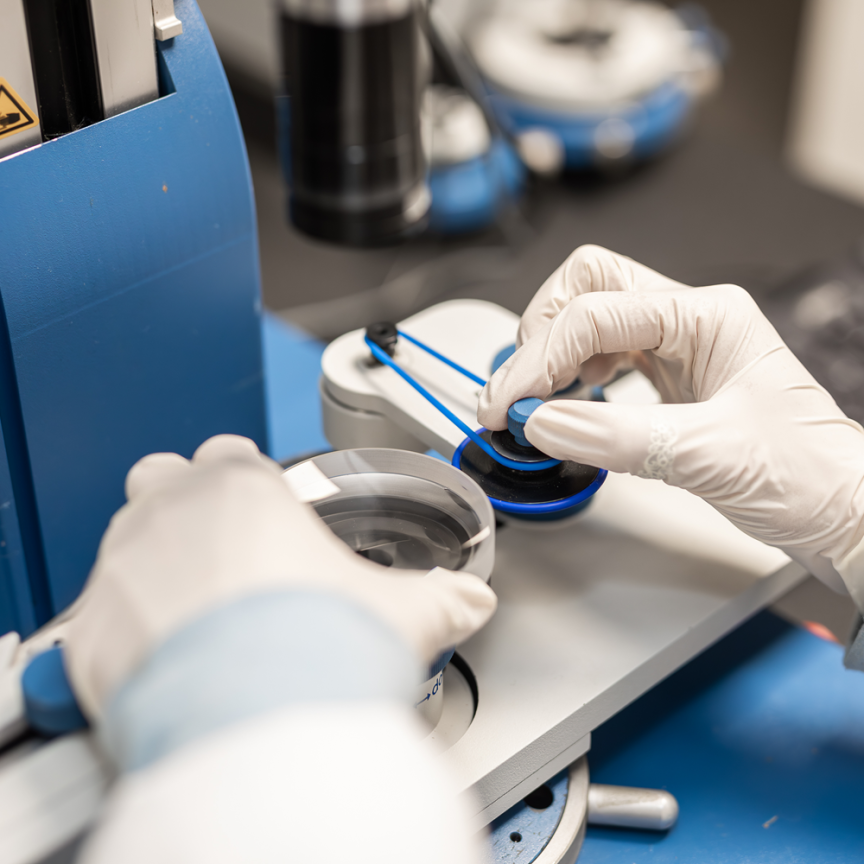
Manx Precision Optics (MPO) is a leader in providing such super-smooth optical finishes. Based on the Isle of Man, the small family-owned company manufactures optical components for some of the world’s most powerful laser systems. Using a traditional pitch polishing process, MPO automates some of the early polishing stages, but final finishing is done by experienced craftspeople operating continuous polishers. The end result is a smooth surface, generally 3 to 5 Angstrom RMS roughness, though 1 to 2 Angstrom is also possible.
Working with ELI Beamlines in the Czech Republic, in 2019 MPO applied their process to manufacture optical elements with new coatings for the BIVOJ laser, a pulsed nanosecond diode-pumped, solid-state laser developed at the Science and Technology Facility Council’s Central Laser Facility in Didcot, UK. These new optical elements allowed the BIVOJ team to extend the limits of the laser’s existing laser-induced damage threshold (LIDT), and thereby beat its own world record for kilowatt laser sources in its class by almost 40 per cent.
‘It’s an extremely powerful laser,’ said MPO co-founder and managing director, Dr Helmut Kessler. ‘We are one of the few manufacturers worldwide who can meet those threshold levels.’ A large part of why is the company’s understanding of LIDT. ‘The old theory for damage threshold was basically that it was thermally induced from impurities,’ explained Kessler. ‘We thought: “Well, if that were true, why do coatings with no discernible impurities work for small optics but cause large optics to blow up?”’ The team found that thermal damage is more likely driven by the coating structure and how the coating can dissipate heat.
Illuminating a dark art
Even now, being able to produce fine optics in the way MPO and its competitors do is considered a dark art. Stories circulate of master opticians with eccentric methods, such as one who adds a particular brand of vinegar and another who flicks cigar ash into their polishing slurry. Though MPO doesn’t deploy such unconventional tricks, the company is like all others in the industry in holding its polishing secrets close. ‘It’s the environment – the humidity, the temperature, what pitch you use, what the stock removal rate is, what grit you use,’ said Kessler. ‘They’re the sort of parameters that you obviously don’t disclose.’
Although MPO tries to control as many of these parameters as possible, like many others in the industry, Kessler regards the polishing process as non-deterministic. ‘You probably don’t know all the parameters because there are so many small contributors,’ he said. ‘For example, the optic might be almost finished, about to come off the polishing line, and for whatever reason it picks up a scratch and it throws you back three days.’
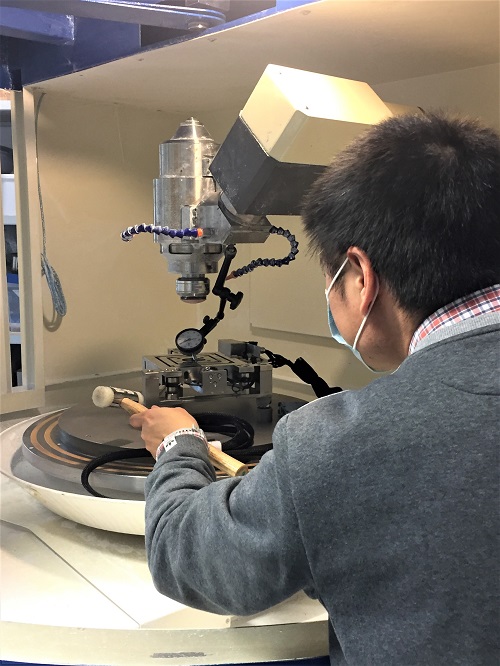
Bespoke instrumentation for measuring process forces being installed on a Zeeko CNC polishing machine. Credit: University of Huddersfield
However, this idea that there are just some aspects of polishing that will always remain uncontrollable is starting to be challenged. Founded in 1970, Zygo is a global manufacturer of high-precision optical components and advanced optical metrology systems. Michael Albrecht, Zygo product line director of optics, has seen a lot more determinism entering the polishing and finishing process in his time at the company.
‘In some of the more challenging applications, like extreme ultraviolet lithography, we’re making optics where the figure and roughness have picometre-type requirements,’ he explained. In these circumstances, a mote of dust or even a person’s body temperature are enough to scramble the process. This is why finishing at Zygo is conducted in ultra clean rooms with minimal particle counts in the atmosphere, and with much of the work being conducted remotely from outside the room itself.
But the team is not only controlling the room conditions and atmosphere more precisely, they are also gently teasing out details of the dark art of polishing from the company’s master opticians. ‘Zygo has relied on the expertise of master opticians for years – and we still do,’ Albrecht said. ‘But more recently, we’ve been focusing on pulling back the curtain on these coveted skills and finding ways to automate them to increase production throughput of high precision optics.’
Another crucial element helping control the process is Zygo’s in-house development of metrology tools. ‘The better we make the optics, the better the metrology is. The better the metrology is, the better we can make the optics, and so they keep feeding each other,’ Albrecht explained. ‘As we’re able to better control things like mid spatial frequency and high spatial frequency and roughness in the optics that go inside of the interferometers, then the interferometers become more powerful.’
With collaboration and funding from LLNL’s National Ignition Facility (NIF), Zygo has a fleet of large polishing machines that are designed to make metre-class laser-grade optics. This means they can produce up to 80 extremely precise 1m diagonal substrates per month – a feat that has allowed Zygo to deliver roughly 8,000 optics to NIF up to now.
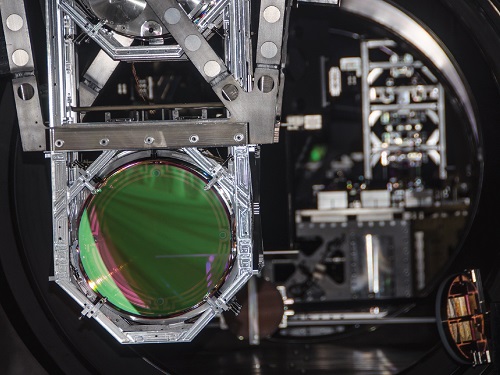
Optical element being readied for installation at Ligo. Credit: Caltech/MIT/LIGO Laboratory
Among these optics are more than 3,000 amplifier slabs, which amplify a pulse of photons into NIF’s 192 laser beams to focus them on a target smaller than a pencil eraser. The purpose is to compress the target to 100 times the density of lead and heat it to 100 million degrees Celsius to achieve ignition – that is, nuclear fusion. Albrecht added: ‘To achieve the high fluences required at NIF, for each substrate, you’re allowed to have essentially one 10µm defect on the entire surface, and you’re controlling the figure to about 60nm peak.’
Equally impressive has been Zygo’s somewhat unheralded work enabling gravitational wave astronomy. For the now famous Ligo and Virgo facilities, as well as Kagra, an upcoming gravitational wave observatory in Japan, extremely precise optical components generating minimal scatter over kilometres have been the key enabling technology. ‘The optics inside of those interferometers are quite insane,’ said Albrecht. ‘The tolerance is less than 1 Angstrom RMS, which sounds okay, but we’re measuring across several different spatial scales.’ What this means is that the optical component is smooth from the level of less than a micron up to full aperture, the result being no scatter at all.
Automated future?
With Zygo controlling so many variables in the polishing process to allow them to quickly and repeatedly produce super-polished surfaces, the next step seems obvious – full automation. But Albrecht is somewhat pessimistic that this will happen any time soon. ‘I think that it could be automated, but it’s a major challenge because there are so many variables involved, and it’s very rare that you would have the same scenario reoccur.’
Professor David Walker, University of Huddersfield, UK, shares Albrecht’s view. ‘We are nowhere near that yet,’ he said. ‘But my long-term dream is that we can do for optical manufacturing what Tesla is doing for cars – build a machine with appropriate metrology and sensor technologies, so that you can put a rough piece of glass in one end and get a finished piece out the other with no manual intervention.’
High energy optic from MPO’s TT range. Credit: Manx Precision Optics
Walker is at the forefront of making this dream a reality. At Zeeko, a small but market-leading polishing and metrology provider based in Coalville, UK, he has been involved in the development of a series of CNC precision polishing machines capable of achieving finishes as good as 2 to 3 Angstrom, and form accuracies better than λ/20 P-V. ‘The core Zeeko technology in these machines is an inflated bonnet process where the body can adapt to different curvatures on a surface,’ Walker explained. ‘It effectively takes the established craft process and automates it.’
But Zeeko’s machines, and those of competitors such as Logitech based in Glasgow, UK, are not infallible. ‘With a Zeeko machine and a fair wind, you’ll get about 80 per cent convergence, which means you tried to remove an error and 20 per cent of it is left,’ said Walker. In other cases – whether using a Zeeko machine or employing any other polishing process – Walker said that sometimes things just go wrong, like removing too much material or introducing unexpected local defects. ‘Why? Nobody has real insight into the fundamentals of why this happens.’
Moreover, human decision-making is still required at various touch points during the Zeeko process: in defining process-chains for specific materials, geometries and tolerances; in interpreting metrology results and making appropriate decisions; and in deciding when to end the polishing process.
Walker is trying to get to the nub of these problems. Like Zygo, he has quizzed master opticians, but for a longer-term aim. In a study conducted alongside a team of researchers from the University of Huddersfield and University of Nottingham, a psychologist extracted knowledge from three skilled operators working on a challenging glass optic task. The gleaned information was then used to construct flow charts showing the sequence of process steps performed. This and further studies are intended to build understanding of the master optician’s decision-making processes in a way that would be digestible for future autonomous intelligent systems capable of manufacturing high-quality optical components unsupervised.
His most ambitious project – funded by the UK’s Engineering and Physical Sciences Research Council – aims to illuminate the most fundamental mystery in polishing and finishing: exactly how does it work? ‘This is the big bottleneck in automating polishing – process unpredictability due to the basic physics and chemistry not being understood,’ he said.
By studying the micro- and macroscopic details of how abrasive slurry traverses the boundary between the tool and component’s surface during finishing, Walker and a host of collaborators hope to shed light on the problem. ‘The idea is to develop a predictive model that will relate things you can measure in real time like forces, temperatures, vibration, to predict what the instantaneous removal rate is,’ he explained. ‘If you can do this, you might have a method of improving process convergence.’
Sponsored: Reducing losses in laser systems through superpolished optics
Scatter is one of the worst offenders for optical losses in laser systems and can contribute to a loss in total system efficiency as well as generally decrease the longevity and survivability of the system. However, it is possible to mitigate scatter by utilising optics that have been superpolished.
Scatter is related to an optical surface’s quality and surface roughness. The rougher a surface, the larger the scatter. Surface roughness is controlled during the polishing stage of an optic’s manufacturing cycle. Conventionally, polishing is an iterative process where progressively finer abrasives are used in optical slurry to remove fractured material from the surface that is formed during the previous abrasion step. However, regardless of how fine an abrasive is used, subsurface damage will always occur, leading to scatter.
Instead, superpolishing aims to utilise specific temperature, pH and slurry parameters to drive a reaction which forms a modified surface called the Beilby layer. The Beilby layer acts as a protective layer to the silica substrate, and mechanical force is only used to remove particles from the surface as reactions occur in the Beilby layer. This process produces sub-angstrom surface roughness as shown in Figures 1 and 2, meaning superpolished surfaces have ultra-low scatter and may be beneficial to many laser-based applications.
UV applications
UV lasers, particularly those with reduced form factors, have been trending for some time now. The main advantage of UV lasers is that they can achieve higher spatial resolutions than visible or infrared lasers since focused laser spot size is proportional to wavelength. This is advantageous in precision applications, such as photolithography where light is used to imprint an (often very small or fine) pattern onto a light-sensitive chemical placed on a substrate.
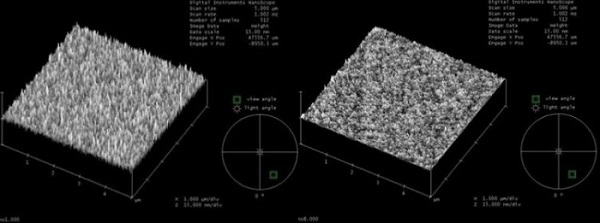
Figure 1. Atomic force microscope (AFM) images of optical surfaces with surface roughness of around 3.5 and 1.5 respectively, produced by conventional polishing methods
However, UV lasers also suffer the most from scatter losses. As with many parameters, scatter is proportional to wavelength and since Rayleigh scattering is proportional to the fourth power of the optical frequency, UV wavelength lasers are particularly susceptible to this. To mitigate this effect, it may be advisable to utilise a superpolished solution.
Laser cavities
An integral part of most laser anatomies (with the exception of some free electron lasers that rely on very high optical gain) is the laser cavity, (also called ‘resonator’ or ‘cavity resonator’) where laser light is circulated and amplified in a gain medium. The laser cavity typically consists of a series of flat or curved highly reflective mirrors or a monolithic crystal that prevents light from escaping the cavity.
To ensure as efficient a laser cavity as possible, a combination of superpolished laser substrates and Ion-Beam Sputtered (IBS) coatings may be used. This way, it is possible to achieve optics with ultra-low losses in terms of scatter, transmission, or absorption. It is important to combine superpolished substrates with IBS or highly dense coatings since E-Beam or Ion-Assisted Deposition (IAD) coatings will limit the surface roughness to below the capability of the substrate.
Navigation systems
Inertial navigation systems, such as those found in commercial aircrafts or ships, rely on Ring Laser Gyroscopes (RLG) to aid in orientation and angular velocity measurement. RLGs measure the difference in propagation time between counter-propagating laser beams that travel in opposing directions along a ring of optical mirrors. The counter-propagating beams produce a permanent wave which is stationary with respect to an external inertial reference. As rotation occurs, the path length of the laser beams is altered and generates a phase difference between the two laser beams used to calculate the angular velocity.
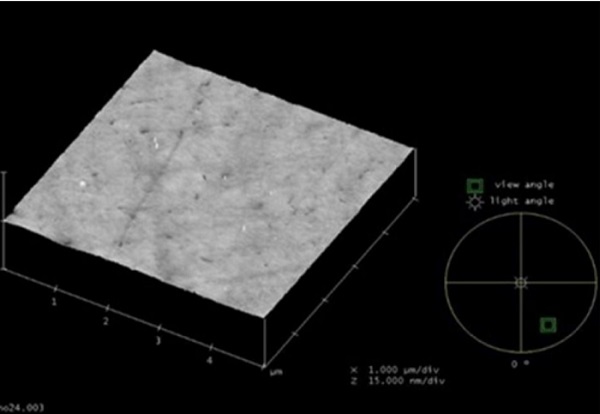
Figure 2. AFM image of an optical surface with sub-angstrom surface roughness created through a superpolishing method
Here, scatter losses result in a disruption of the permanent wave so that it is no longer stationary with respect to the external reference, causing false signals. This effect is generally referred to as “lock-in”. To reduce optical losses and thus increase the reliability of such systems, superpolished optics coupled with IBS or highly dense coatings may be used within the laser ring.
Ultimately, scatter is the enemy of many applications. As well as UV laser-based systems or precision applications, scattered light affects high power laser systems such as those in laser machining where the proportion of light loss to power loss is even more significant, or may even result in damage to other surrounding optics. In any case, for applications where superpolishing may be used to improve system function and efficiency, it is important to work alongside an experienced optical manufacturer with the required metrology to guarantee true ultra-low scatter results.
Authors: Angelica Compatangelo, Technical Marketing Manager; Nick Smith, Laser Optics Business Development Manager; Jayson Nelson, Manufacturing Technology Manager at Edmund Optics
References
- Finch, G. Ingle. “The Beilby Layer on Non-Metals.” Nature, vol. 138, no. 3502, 1936, pp. 1010–1010., https://doi.org/10.1038/1381010a0.
- Jayson Nelson, Shawn Iles, “Creating sub angstrom surfaces on planar and spherical substrates,” Proc. SPIE 11175, Optifab 2019, 1117505 (15 November 2019); https://doi.org/10.1117/12.2536689
Further information: www.edmundoptics.eu/knowledge-center/trending-in-optics/superpolished-o…